Üçgen Yazılım, Cem ALPAY calpay@ucgenyazilim.com
Ülkemizde havacılık ve savunma sanayinin gelişimini takiben çok eksenli CNC tezgahlarının önemi ve kullanımı da artmaya başladı. Gerek yurt içi gerekse de yurtdışındaki önemli projelerin de onaylanmasıyla beraber üretim sektöründe otomotivden sonra en büyük itici güçlerden biri olmaya aday olan bu sektör, orta ölçekli birçok sanayicinin de çok eksenli CNC’lere olan ilgisini arttırdı.
Ancak neredeyse çok eksenli bir CNC’yi satın almak işin kolay tarafı olur hale geldi. Yapılan tezgah yatırımının ardından tezgahı en yüksek verimde çalıştırabilecek CAM ve Post Processor yazılımlarının en az tezgahın kendisi kadar önemli olduğu da artık firmalar tarafından fark edilmeye başlandı. Çünkü yapılan yatırımının karşılığını hızlıca alabilmek için tezgahın neredeyse hiç boş durmaması ve üretimin de aksamaması gerekmektedir. Ancak CAM yazılımı ve post prosesör ne kadar iyi olursa olsun, parça kesimi sırasında kullanıcıların karşısına sıklıkla aşağıdaki gibi problemler çıkabilmektedir.

• Test kesimi ihtiyacı
• Limit aşımları
• Takım ve tutucu çarpması
• Fikstür dalmaları
• Tabla ya da iş mili çarpmaları
CAM simülasyonu ile Vericut arasındaki farklar
CAM yazılımlarının içinde her ne kadar tezgahın nasıl çalışacağı kinematik simülasyon ile izlenebiliyor olsa da tezgahın gerçekten aynı şekilde çalışıp çalışmayacağının en önemli göstergesi tezgaha gönderilen nihai NC kodlarıdır. Bu NC kodları üreten Post Prosesörler ise hatalı kod üretebilir, kullanıcının yapabileceği hatalı bir seçimden dolayı farklı bir kod üretebilir ve tezgahta sorun yaratabilecek bir şekilde çalışmasını sağlayabilir. Özetle, G-kodu kontrol etmeyen bir CAM simülasyonu, bir öğrencinin kendi yaptığı sınavı okumasına benzer. Çünkü post prosesör sonrasında tezgah CAM yazılımındaki gibi hareket etmeyebilir.
Referanslar ve tecrübe
Yurtdışında kullanıcıları arasında AIRBUS, BOEING, Lockheed Martin, Dassault Aviation, Sikorsky, Bell Helicopter, Northrop Grumman, Volvo Aero, Rolls Royce, Israel Aircraft Industries gibi önde gelen firmalar ve Türkiye’de TAI, TEI, KALE Havacılık, Aselsan(MGEO) ve ALP Havacılık, Küçükpazarlı Havacılık, Samsun Yurt Savunma, Yepsan Savunma Havacılık, Orsan, Aril Havacılık, HexagonOrtho, Ford Otosan, Anadolu Metalurji, ISCAR Türkiye, Ayar Makina, Gürmetal, Altun Döküm, Başar Kalıp, Mikrosan, Ceviz Pres gibi çeşitli sektörlerden yüksek üretim teknolojisine sahip firmaları bulunduran Vericut, bu tip problemleri aşacak çözümlere sahiptir. 1988 yılında California’da üretilip imalat sektörünün kullanımına sunulan Vericut, günümüze kadar gelişmesini sürdürmeye devam ederek konusunda diğer rakiplerinden kat be kat üstün olmaya devam etmektedir. 27 yılın verdiği birikim ve tecrübe ile ne kadar karmaşık olursa olsun, tezgahlardan alınacak doğru veriler ile birlikte oluşturulan Vericut Sanal Makine Modeli hataları tezgahtan önce bilgisayarda kullanıcıya göstererek sorunların sorun olmadan çözümlenmesini sağlar.

Çalışma Mantığı
Vericut, mantık olarak simülasyon yapılacak makinanın modelinin seçimi ve makinanın üzerinde bulunan kontrol ünitesinin seçimi ile başlar.
Bu seçimlerin ardından kullanıcı parça sıfırı, kullanılan takımlar ve kullanılan NC programı gibi temel birkaç seçeneği belirledikten sonra simülasyonu başlatabilir.
Vericut aynı zamanda ESPRIT, HYPERMILL, Siemens NX, CATIA, Pro/Engineer (creo), EdgeCAM, PowerMILL, GibbsCAM, SolidCAM, CAMWORKS, Surfcam, Mastercam gibi yazılımlardan verileri doğrudan okuyabilecek CAD/CAM arabirimlerine sahiptir. Bu da bu yazılımların kullanıcılarına, Vericut içinde hiçbir ayar yapmadan, doğrudan CAM’in içindeki ayarlarını, takımlarını ve parçalarını ayarlayıp doğrudan, tek tuşla simülasyon yapma olanağı sağlar.

İmit Aşımı Sorunları
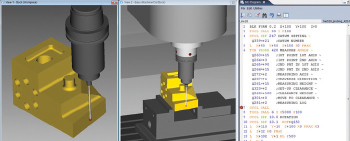
Vericut’ın çözdüğü kritik sorunlardan biri limit aşımı sorunudur. CAM yazılımlarının ürettiği G-kodları CNC’ye doğrudan olarak aktarıldığı zaman çok eksenli takım yollarında tezgahın limitlerinin aşılması karşılaşılabilen bir durumdur. Bu tip durumla karşılaşıldığı zaman çoğunlukla yapılan parçanın limit aşmayacak şekilde yeniden bağlama yapılır. Bu arada tezgah üzerinde boşa geçirilen zaman da hem zaman hem de para kaybı şeklinde firmaya yansımaktadır. Aşağıda, bir CNC için yapılmış limit tanımlamasını ve yanda da limit aştığı durumda oluşan resmi görebilirsiniz.
Bu sayede Vericut ekranında tezgah içinde parçayı limit aşmayacak bir konuma getirip sorunsuz bir şekilde simülasyon yaptıktan sonra aynı koordinatlarda fikstürleme yaparak ilk bağlamada sorunsuz bir şekilde işleme yapılması sağlanır.
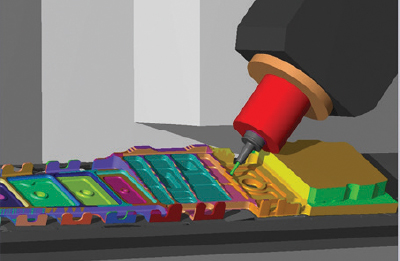
Çarpma Hataları
Tezgahların durumuna göre hareket eksenlerine birbirleri arasında güvenlik mesafeleri tanımlayıp işleme anında ne kadar yaklaştığını izleyip gerçekçi bir simülasyonunu görmeniz ve makinanızı olası bir çarpmadan kurtarmak mümkündür. Bu durumun aşılabilmesi için genelde tezgaha köpük, tahta vs gibi malzemeler bağlanıp, satır satır işleyip tezgahın zamanını boşa harcanır. Vericut sayesinde tezgaha göndereceğiniz ilk kod, çarpma olmayacağı garanti olan koddur.
Vericut ile daha detaylı neler kontrol edilebilir?
• Kontrol ünitelerinin gelişmiş tüm fonksiyonları kullanılabilir. (Tezgah makroları, alt programlar, prob çevrimleri, değişkenler…)
• Takımların parçaya çarpmamak için ne kadar boyda olması gerektiğini sadece birkaç saniyede hesaplanabilir.
• Takımlar 3D datalarıyla, üreticinin tasarımı doğrudan kullanılabilir. ISO 13399 standardına göre ADVEON, Machining Cloud gibi Internet’ten indirilebilerek kullanılan yazılımların çıktılarını kullanabilir.
• Tezgahın eksen ivmelenmeleri simülasyona dahil edilerek en gerçekçi işleme süreleri hesaplanabilir.
• Simülasyon sonucu CAD DATA olarak elde edilebilir.(IGS ya da STEP formatında üretilen bu işleme sonucu CAD yazılımında düzenlenebilir.) Bu sayede sadece G-kodları olup datası olmayan parçalar elde edilebilir.
• İşleme sonrası her türlü ölçüm yapılabilir.
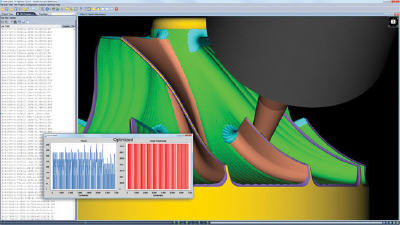
• Çok eksenli simültane hareket dahil ilerleme optimizasyonu yapılabilir.
• Tezgah üzerinde prob ile ölçüm için simülasyon ve kod hazırlaması yapılabilir. Dolayısıyla işleme biter bitmez VERICUT’ın çıkarttığı prob kodları ile ölçüm ya da sıfırlama yapılabilir.
• Kılavuzların doğru ön deliğe girip girmediğini ya da delik olmayan yere kılavuz açmaya çalıştığı görülebilir.
• Raybaların yandan kaldırabileceği maksimum paso miktarı girilerek raybaların kırılması engellenebilir.
• Takımın kesme yönüne göre dönüp dönmediğini (M03/M04) görebilir ve uyarabilir.
• Takma uçlu takımların kesmeyen göbek kısmının zarar gördüğü bölgeleri anlayıp kullanıcıyı uyarır.
• Takımların soğutma kullanılmadan kesim yapıp yapmadığı kontrol edilebilir ve takım aşınmaları engellenebilir.
• Tezgah eksenlerinin ivmelenmesi, takım değişim hareketleri ve süreleri belirtilerek gerçeğe daha yakın işleme zamanları elde edilebilir.
VERICUT’ı rakiplerinden ayıran diğer önemli modül ve özellikleri
• Vericut Optipath ve Force ile takıma binen gerçek kuvvetler hesap edilerek optimizasyon yapılabilir.
• Vericut Reviewer ile atölyelerde işlenecek parçaların simülasyonları “lisans kullanmadan” yapılabilir, operatörler yapılacak işin nasıl çalışacağını izleyebilirler. Kullanılacak takımları görebilir, hangi sırada kullanıldıklarını inceleyebilirler. Bu uygulamanın IPAD için sürümü de AppStore’dan indirilebilir.
• CNC Machine Probing ile tezgahta yapılabilecek ölçüm önce Vericut’ta doğrulanabilir, ölçüm için girilmiş verilerin doğru olup olmadığı, probun çarpıp çarpmayacağı, parça ofsetlerinin atamalarının doğru olup olmadığı gibi bir çok durum izlenebilir.