can.okatan@ukub.org.tr
Mak. Müh. Can OKATAN
Mak. Müh. Can OKATAN
Otomotiv Plastik Parçalarında Maliyet Azaltmak (CR – Cost Reduction)
Değerli okurlar, “Maliyet Azaltmak” denince aklınıza ne geliyor?
Benim aklıma bazı sorular geliyor;
• Neyin maliyeti?
• Kalıp imalat maliyeti mi?
• Kalıplanan parçanın imalat maliyeti mi?
• Kalıplanmış parçaların post-proseslerinin (boya, krom kaplama, montaj vb.) maliyeti mi?
• Yarı mamul parçaların bir noktadan diğer bir noktaya taşınması maliyeti mi?
• Yarı mamul parçaların nihai ürün haline getirilmesi maliyeti mi?
• Ürünün müşteriye hedef kalitede gitmesini garanti etmek amaçlı kurulan kalite kapılarının maliyeti mi?”
• Tek bir işleme – adıma odaklanarak noktasal maliyet azaltmak mı?
• Değer zincirinin (TCO – Total Cost of Ownership) toplam maliyetini azaltmak mı?
• Ne kadar azaltmak?
• Odaklanılan maliyet ne kadar olmalı ki (Should Cost) mevcut değerden azaltılacak fark hesaplanabilsin ve hedef alınsın.
• Madem azaltılabiliyor, niçin en başta olması gereken maliyette başlanmamış?
“Maliyet azaltmak” ile “maliyet iyileştirmek” birbirine karıştırılıyor olabilir mi?
Benim “maliyet tasarlamak (Design to Cost)” anlayışımda doğru tasarlanmış bir maliyet, ürün ve proses tanımı değiştirilmeden azaltılabilecek bir pay bulundurmamalıdır.
Değer zincirinin her bir operasyonunun daha verimli yapılır kılınması ile maliyet iyileştirmeleri hayata geçirilebilir. Bir işi, birim zaman içinde daha verimli şekilde yapmak öğrenme eğrisinin maliyete olumlu yansımasıdır. İnsan becerisine bağlı oluşan ıskarta miktarının azaltılması veya işlemin tamamlanma süresinin kısaltılması gibi maliyet unsurlarının iyileştirilmesi toplam maliyetin de iyileştirilmesine hizmet eder.
Süreçlerde insan bağımlı operasyonların ve dolayısıyla insana bağlı verimsizliklerin azaltılmasına hizmet eden düşük maliyetli otomasyon sistemlerinin (LCA • Low Cost Automation) hayata geçirilmesi ile de maliyet iyileştirme fırsatları yakalanabilir.
Bölgesel, ulusal, uluslararası birçok parametre lojistik açıdan yeni fırsatlar doğurabilir.
Teknolojik gelişmelere dayanan maliyet iyileştirme fırsatları da oluşmaktadır. Proje devreye alınırken tanımlanan hammaddenin kendisi veya bir alternatifi zaman içinde daha ucuz üretilebilir/tedarik edilebilir hale gelebilir. Kalıpların bakım maliyetlerine etki eden ömürlü parçaların yeni geliştirilmiş, mevcut mekanik isterleri karşılayabilecek malzemelerle ikamesi kalıpların daha uzun ömürlü olmasını, daha düşük maliyetlerle üretim ve kalite sürdürülebilirliğini mümkün kılabilir.
Bu bahsettiklerim mevcut ürün tanımını ve üretim prosesini değiştirmeden, hammadde tedarikindeki, tüm üretim – kalite – lojistik proseslerinin icra ediliş şekillerindeki ve tüm üretim kalıp ve teçhizatlarının bakım maliyetlerindeki fırsatların sürekli takip edilip ortaya çıkartılarak değer zincirinin toplam maliyetinin düşürülmesini, tasarlanmış maliyetin iyileştirilmesini sağlayacaktır.
Bunun yanı sıra, plastik hammaddeler, enjeksiyon presleri, sıcak yolluk sistemleri, kalıp içi proses parametreleri ölçüm ve elleçleme teknolojileri, CAD/CAM/CAE yazılımları, kompozit malzemeler ve diğer enjeksiyona entegre edilebilir yenilikçi malzemeler gibi plastik sektörünün ana yön verici teknolojilerindeki sürekli ve hızlı yenilikçi gelişmeler ürün ve proses tasarımlarında yepyeni ufuklar açmaktadır. Takım tezgahları, kesici takımlar, çelik ve diğer kalıp malzemeleri ve alternatif kalıp imalat teknolojilerindeki yenilikçi gelişmeler ile de bu yeni ürün ve proses tasarımlarının endüstriyelleştirilebilmesini sağlayan kalıpların tasarım ve imalatı mümkün olmaktadır.
Bu sayede, yeniden tasarlanmış ürün ve prosesler ile mevcut ürüne estetik ve fonksiyonel performansları itibariyle denk ürünler daha düşük maliyetlere üretilebilmektedir. Bu durum yeni yatırımlar gerektirdiğinden fayda/maliyet (B/C – Benefit/Cost) hesabı yapılarak seri üretimdeki projelerde hayata geçirip geçirmemeye karar verilir. Otomotiv plastik parçalarında seri üretimdeki projelere çoğunlukla ilk bir en çok iki yıl içinde adapte edilebilirlerken, iki yılın üzerindeki projelerde B/C hesabı planlı üretim adetlerine ve tedarikçilerle yapılan uzun dönemli anlaşmaların iptali maliyetine (Cancellation Cost) bağlı olarak çoğunlukla olumsuz çıkmaktadır. Bu yenilikçi gelişmeler maliyet azaltmak amacıyla gelecek projelerde kullanılabilirler.
Özetle, seri üretimi devam eden bir projede çeşitli proseslerin öğrenme eğrisine bağlı olarak ve mümkünse LCA uygulamaları ile insan kaynaklı verimsizliklerin önlenmesi sağlanarak maliyet iyileştirmek mümkündür. Ürün ve proses tasarımında değişiklikler ile de hesaplanan B/C hesabı kabul edilebilir oluyorsa yeni yatırımlarla teknik – teknolojik yenilikçi gelişmelerin devreye alınması sayesinde mevcut maliyet yeniden tasarlanarak maliyet azaltmak mümkün olabilmektedir.
Genel anlamda maliyet iyileştirmek tanımlı ürün ve proseslerde verimlilik yaratmak, maliyet azaltmak ise tüm bir değer zincirinin toplam maliyet tasarımını odağa alarak ürünü ve üretim prosesini, yani maliyeti yeniden tasarlamayı ifade etmek olarak değerlendirilebilir.
Maliyet azaltmak ya da maliyet iyileştirmek ile aslında hiçbir alakası olmayan bir konu daha var. Maliyet azaltmak diye isimlendirerek ürün zayıflatma (Decontenting) faaliyetleri yapılmaktadır. Bir ürünün standart işlev – donanım paketi içinde yer alan bir veya daha fazla özellik standart ürün tanımından çıkartılarak, seçime bağlı bir tercih seti haline getirilip müşteriye sunulmaktadır. Standart ürün üretim maliyetinden bu kalemler çıkartıldığı için ürünün maliyetinin azaltıldığı iddia edilmektedir. Burada müdahale öncesi ürün ile müdahale sonrası ürün aynı değildir. Yapılan faaliyet de maliyet azaltma faaliyeti değildir, ürün zayıflatma faaliyetidir.
Bu gibi uygulamalar genellikle tasarlanmamış maliyetlerdeki ürünlerin, iyi tasarlanmış maliyetlerdeki rakip ürünlere karşı pazarda kendine pay alma mücadelesinde şirketlerin seferberlik şeklinde ürün maliyetlerine hücum ettiği (Cost Crash), ancak rekabet edecek seviyelerde maliyet iyileştirmekte ve azaltmakta yetersiz kalınması ile ürün kapsamından bazen de ürün kalitesinden feragat etmeye başlanması durumudur.
Maliyet iyileştirmek için bir örnek;
Bir yarı mamul hazırlık bankosu olsun. Bankonun önünde ürün opsiyonuna göre operatörün kullanacağı farklı buton ve yapışkan bantların istiflendiği çok gözlü bir magazin olsun. Hazırlık için bankoya gelen yarı mamulden okunan barkod ile magazinin ilgili opsiyon için kullanılacak malzemelerinin bulunduğu gözlerinin kapaklarının açılması sağlansın. Böyle bir LCA uygulaması ile operatörün magazinden parça alma işinde doğru gözlerden parça almaya karar verme süresi itibariyle ve yanlış gözlerden malzeme almasının önlenmesi sayesinde hem işlem hızında hem de ıskarta miktarında azaltma sağlayarak ilgili işlemin maliyetinde iyileştirme sağlanacaktır.
Maliyet azaltmak için bir örnek;
Krom kaplanmak üzere PC-ABS hammaddeden plastik enjeksiyon prosesi ile üretilen bir plastik daha sonra desenli ve kendinden renkli siyah PP orijinal malzemeden yine plastik enjeksiyon prosesi ile mamul bir diğer parçaya ultrason kaynak ile montajlanarak oluşturulan bir estetik montaj parçası düşünelim (Örneğin; binek araç orta konsoluna montajlanan, krom çerçeveli vites kolu kaplaması parçası);
Mevcut ürün ve proses tanımı için gerekli yatırımlar ve süreç analizi (Şekil 1);
İki farklı hammaddeden iki farklı plastik parça için iki enjeksiyon kalıbı gereklidir.
• İki kalıp yatırımı yapılacaktır,
• Muhtemelen iki ayrı plastik enjeksiyon tedarikçi yönetimi gerekecektir. (Genellikle krom kaplama yapacak firma prosesine özel sebeplerle kaplayacağı parçayı kendi sorumluluğunda yönetir, desenli parça ise krom parçayı temin ederek montajlı ürünü verecek ayrı bir enjeksiyon tedarikçisinde yönetilir.)
• En az bir, belki iki kalıp imalatçı yönetimi gerekecektir. (İki plastik parça ayrı tedarikçilerde üretileceğinden iki ayrı kalıp imalatçı ile çalışılacaktır, ancak ideali birbirine montajlanacak iki parçanın da kalıpçısının aynı olmasıdır, faydası devreye girme çalışmalarında ortaya çıkar.)
• Kendine has ayrı uzmanlık alanları olan iki ayrı kalıp tasarım, imalat ve devreye alma çalışmaları, onayları gerekecektir,
• Kalıp desenleme ve ayna parlaklığında parlatma onay süreçleri yönetilecektir,
• İmalatı bitmiş kalıpta ekstra risk taşınması gereklidir, desen işlemi ya da ayna parlaklığına parlatma süreci bitmiş kalıbın aylarca geri gitmesine sebep olabilecek proses riskleri taşımaktadır,
• Sürece yeni tedarikçilerin aktör olarak girmesi gerekecektir, desen işlemi ya da ayna parlaklığında parlatma özel tedarikçiler gerektirir.
• İki kalıp bakımı ve gerektiğinde tamiri olacaktır,
• İster desenli ister ayna parlaklığındaki kalıp olsun, olası bir kalıp hasarında estetik yüzeylere müdahale problemleri nihai ünün üretim duruşuna dahi sebep olabilir.
• İki enjeksiyon presi gerekecektir,
• İki ayrı hammadde yönetimi yaşanacaktır,
• Giriş kalite,
• İstifleme,
• Hammadde lojistik ayrı ayrı takip edilecektir.
• İki ayrı proses kalite takibi olacaktır,
• Sadece enjeksiyon sonrasında iki ayrı tip parça kasa yönetimi gerekecektir,
• İki enjeksiyon pres bakım ve gerektiğinde tamiri yönetilecektir,
• İki enjeksiyon prosesinin ayrı ayrı ıskartaları olacaktır,
• Vardiya başına iki pres operatörü gerekecektir.
• İki kontrol fikstürü yatırımı yapılacaktır,
• Desenli ve krom kaplanacak parçalar için ayrı ayrı parça kontrol işlemi gerekecektir,
• Raporlama, kalifikasyon süreci iki parça için ayrı ayrı yarı mamul fazında gerekecektir.
Krom kaplama prosesi gereklidir,
• Krom kaplama tesisi, yönetilecek ilave bir tedarikçi doğuracaktır,
• Kaplama proses askıları gerekecektir,
• Krom kaplama askı imalatı için sürece bir tedarikçi daha girecektir,
• Kaplama öncesi plastik parçaların tesise getirilmesi süreci olacaktır,
• Giriş kalite olacaktır,
• Parçaların krom kaplama öncesi temizliği gerekecektir,
• Krom kaplama prosesi yapılacaktır,
• Krom kaplama tesisinde “n” adet operatör/vardiya gerekecektir,
• Krom kaplama prosesinin ayrıca ıskartası olacaktır,
• Krom kaplama sonrası kalite kontrolleri gerekecektir,
• Kaplı parçaların montaj tesisine taşınması kasaları yatırımı gerekecektir,
• Lojistik işlemleri doğacaktır,
• Krom kaplı parçaların lojistik ıskartaları gündeme gelecektir.
• Askıların temizlik, bakım ve gerektiğinde tamiri olacaktır,
• Krom kaplama tesisinin kendi temizlik, bakım ve gerektiğinde tamiri olacaktır,
Ultrason kaynak ile montaj işlemi yapılacaktır,
• Ultrason kaynak makinası yatırımı gerekecektir,
• Tasarım, imalat, devreye alma süreç yönetimleri doğacaktır,
• Kaynak makinesi tedarikçisi yönetimi gerekecektir,
• Desenli parçaların krom kaplı parçalar ile kaynak tesisinde buluşturulmaları işi yönetilecektir,
• Vardiya başına bir montaj operatörü gerekecektir,
• Desenli parça ve krom kaplı parça için montaj giriş kalite ihtiyacı olacaktır,
• Krom kaplı parçalar ile desenli parçaların kaynak işlemi olacaktır,
• Kaynak sonrası kalite kontrolleri gerekecektir,
• İlave bir kontrol fikstürü yatırımı (süreçteki üçüncü kontrol fikstürü) yapılacaktır,
• Montajlı halde parça ölçümleri ve raporlamaları gerekecektir,
• Tahribatlı kaynak performans testleri gerekecektir,
• Kaynak proses ıskartası doğacaktır,
• Ultrason kaynak makinası bakım ve gerektiğinde tamiratı gerekecektir.
• Lojistik işlemleri yeni yatırımlar ve süreçler doğuracaktır,
• Montajlı ürüne özel taşıma kasaları gerekecektir,
• Nihai ürün lojistik ıskartaları olacaktır.
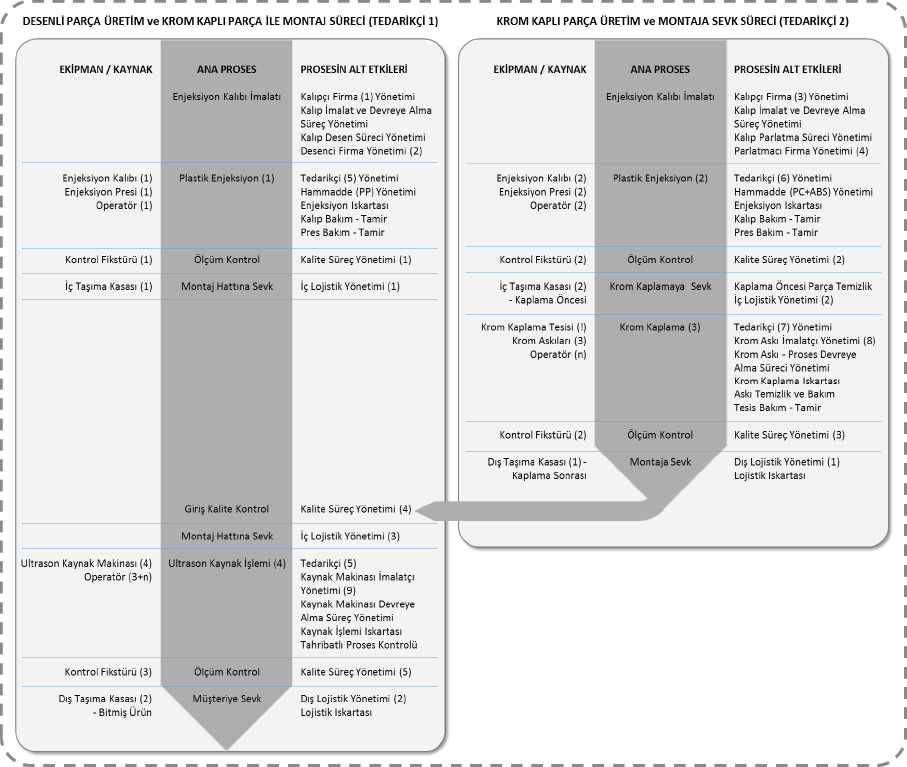
Şekil 1- Desenli ve Krom Kaplı Plastik Parçaların Ayrı Ayrı Üretimi ve Montajlanması Akışı
Aynı görsel ve fonksiyonel ürün başka bir ürün tanımı ve proses akışı ile de temin edilebilir; Kalıp içi dekoratif folyo (IMD – In Mold Decoration / IMF – In Mold Foil) ve köpürtmeli enjeksiyon teknolojilerini birlikte kullanarak hem desenli görseli hem de krom kaplama görselini montajlı iki parça gibi temsil eden tek bir dekoratif folyo insert üzerine PP kırma katkılı malzeme kullanarak köpürtmeli enjeksiyon ile üretim.
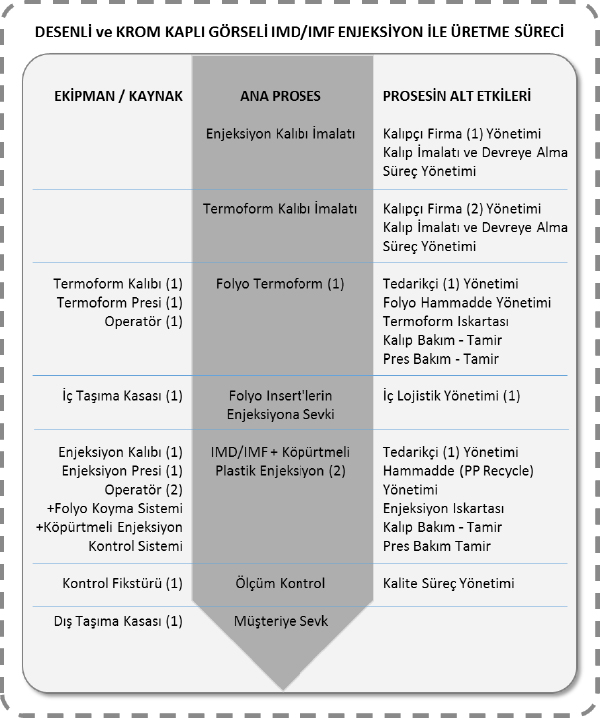 Yeni ürün tanımı ve proses için gerekli yatırımlar ve süreç şu şekilde değişmektedir (Şekil 2);
Yeni ürün tanımı ve proses için gerekli yatırımlar ve süreç şu şekilde değişmektedir (Şekil 2);
• Tedarikçi yönetimindeki değişimler,
• Bir kalıp imalatçı (iki de olabilir) + bir desen işlemi tedarikçisi + bir kalıp parlatma işlemi tedarikçisi + iki enjeksiyon tedarikçisi + bir krom kaplama tedarikçisi + bir krom askı tedarikçisi + bir kaynak makinası tedarikçisi = sekiz (ya da dokuz) tedarikçi yönetimi gerekirken,
• Bir enjeksiyon kalıp imalatçı + bir termoform kalıbı imalatçı + üzerine enjeksiyon yapılacak dekoratif folyo insert’ün termoform imalatçısı (ki muhtemelen enjeksiyon yapacak firma ile aynı olacaktır) + eğer termoform işlemini yapan firmadan ayrı ise bir de enjeksiyon tedarikçisi = dört (ya da üç) tedarikçi ile süreci yönetmek mümkün olacaktır.
• Proseslerdeki değişimler,
• Enjeksiyon proseslerine bağlı tüm parametre ve ürün kalite kontrol ihtiyaçları ile enjeksiyon ıskartası %50’den daha fazla azalacaktır. (Krom kaplanacak parça enjeksiyon ıskartaları desenli parçaya nazaran daha fazladır, artık ne krom kaplanacak ne de desenli parça da kalmamıştır),
• Krom kaplama prosesi yok olacaktır,
• Utrason kaynak prosesi yok olacaktır,
• Yeni bir termoform prosesi doğacaktır,
• Enjeksiyon presine IMD/IMF için folyo insert’ün yerleştirilmesi sistemi adaptasyonu gerekecektir.
• Ortadan kalkan her bir prosese bağlı olarak kendi ıskartası yanı sıra iç/dış lojistik ve kalite süreçlerinin yatırım ve operasyon maliyetleri de yok olacaktır.
• Normal enjeksiyon yöntemi yerine köpürtmeli enjeksiyon yöntemi kullanılarak;
• Kullanılan plastik hammadde hacmi de azalacağından sadece maliyette değil, ağırlıkta da azaltma gerçekleşecektir.
• Enjeksiyon presi kullanımında yeni teknolojinin ütüleme fazındaki avantajlar ile çevrim zamanından ve pres için harcanacak enerjiden tasarruf sağlanacaktır,
• Enjeksiyonu yapılan hammaddenin estetik bir performans beklentisi kalmadığından değiştirilen hammadde sayesinde enjeksiyon proses penceresi genişleyeceği gibi hammadde maliyetinde de azaltma gerçekleşecektir,
• Köpürtmeli enjeksiyon kontrol sisteminin enjeksiyon presine adaptasyonu gerekecektir,
• Lojistik süreçlerdeki değişimler,
• İki plastik hammaddenin temin ve stok yönetimi bir plastik hammaddeye düşecektir,
• Dekoratif folyo termoform için gerekli malzemenin temin ve stok yönetimi ilave gelecektir,
• Desenli ve krom kaplanacak iki tip parça üretildikleri fabrikaların içinde ve fabrikalar arasında lojistik gerektirirken artık böyle bir ihtiyaç kalmayacaktır,
• Süreçte sadece enjeksiyon tedarikçisine termoform sonrası dekoratif folyonun ulaştırılması (tedarikçi ayrı ise dış lojistik, aynı tedarikçi hem termoform hem enjeksiyon yapacaksa iç lojistik) ve enjeksiyon sonrası bitmiş ürünün sevkiyatı için dış lojistik ihtiyacı kalacaktır,
• Yatırımlardaki değişimler,
• İki enjeksiyon kalıbı ihtiyacı bire düşecektir,
• Desenleme işlemi yok olacaktır,
• Ayna parlaklığına parlatma işlemi yok olacaktır,
• Yeni enjeksiyon kalıbında estetik bir performans olmayacaktır, görsellik dekoratif folyo insert ile yaratılacaktır,
• Ultrason kaynak makinası yatırımı yok olacaktır,
• Krom askıları yatırımı yok olacaktır,
• Dekoratif folyon insert’ün üretimi için enjeksiyon kalıbından çok daha basit bir termoform kalıbı yapılacaktır,
• Desenli ve krom kaplanacak parçaların, krom öncesi / krom sonrası ve montaj sonrası bitmiş ürün kasa yatırımları sadece tek bir bitmiş ürün taşıma kasasına indirgenecektir,
• Dekoratif folyo insert’ün imalatçısından enjeksiyon tedarikçisine taşınması için kasa ihtiyacı olacaktır. (Termoform ve enjeksiyon tedarikçileri aynı olursa iç taşıma, farklı olursa dış taşıma kasası olacaktır. Böyle bir prosesin doğru yönetimi termoform + enjeksiyon için aynı tedarikçiyi kullanmaktır.)
• Üç adet kontrol fikstürü bir adede inecektir.
• Ortadan kalkan her bir prosese bağlı olarak operatör/vardiya ihtiyaçları da yok olacaktır.
Yeni bir ürün ve proses tasarımı ile nihai çıktısı denk ürünü daha az tedarikçi, daha az operasyon, daha az kalıp ve üretim ekipmanı ve dolayısıyla daha az ıskarta, daha az kalite süreci, daha az bakım ve tamir maliyeti, daha az insan kaynağı ve lojistik maliyeti ile daha düşük bir maliyette tasarlayarak, maliyet azaltılmış olunacaktır.
Bu örnekteki krom kaplı parçanın desenli bir plastiğe değil de boyalı bir plastiğe montajlanıyor olduğunu varsayalım, krom kaplama prosesinin ortadan kaldırılması gibi boya prosesinin de ortadan kaldırılması mümkün olacaktır. Buna benzer maliyet azaltma uygulamaları yıkıcı yenilikçi teknolojilerin (Disruptive Technology) hayata geçirilmesi örnekleridir.
Ben değer zinciri toplam maliyetini tasarlamak ve bunu yaparken maliyet azaltma fırsatlarını hayata geçirilebilmek için doğru yöntemin öncelikle güncel ve etkin bir iş ağına (Networking) sahip olmanın ve rekabet öncesi iş birliği yaklaşımıyla süreçte yer alacak tüm potansiyel aktörlerin ürün ve proses tasarım geliştirme faaliyetlerinde erken fazda yer almalarını sağlamak (Early Involvement of Key Suppliers) olduğuna inanıyorum.
Böyle bir sinerjiyi ticari olarak yönetebilmenin yolu da geleneksel satın alma yöntemlerini (Tactical Purchasing) terk ederek stratejik satın alma (Strategic Purchasing) yönünde yenileşmekten geçmektedir.
Tedarikçilerin erken fazda sürece dahil edilmesi yaklaşımı için sektördeki şirketler arasında şeffaf – dürüst – güvenilir, kazan kazan (B2B) yaklaşımlı iş ilişkileri kurulmalıdır, yapılacak olan işin (Business) tüm taraflarca maliyetinin birlikte hesaplanarak birlikte kazanmaya dayalı sürdürülebilir büyüme (Sustainable Growth) ortamı yaratılmalıdır.
Bu sayede gelecek projelerde maliyetler sürdürülebilir şekilde azaltılabilir.
Mak. Müh. Can OKATAN
Otomotiv Plastik Enjeksiyon Kalıp Kalite ve Proje Yönetimi Danışmanı
can.okatan@ukub.org.tr
11698 kez okundu
YAZARIN DİĞER HABERLERİ
Otomotiv Plastik Parçalarında Maliyet Azaltmak (CR – Cost Reduction)
Değerli okurlar, “Maliyet Azaltmak” denince aklınıza ne geliyor? Benim aklıma bazı sorular geliyor; • Neyin maliyeti? • Kalıp imalat maliyeti mi? &b DEVAMI...
Değerli okurlar, “Maliyet Azaltmak” denince aklınıza ne geliyor? Benim aklıma bazı sorular geliyor; • Neyin maliyeti? • Kalıp imalat maliyeti mi? &b DEVAMI...
Otomotivde Kalıp Ömrü Ve Üretimin Sürdürülebilirliği
“Bir Zincir En Zayıf Halkası Kadar Güçlüdür” Bu cümle ile birçok konuya analoji yapılabilir. Bu yazımda bir plastik enjeksiyon kalıbının, o kalıbın DEVAMI...
“Bir Zincir En Zayıf Halkası Kadar Güçlüdür” Bu cümle ile birçok konuya analoji yapılabilir. Bu yazımda bir plastik enjeksiyon kalıbının, o kalıbın DEVAMI...
Kalıp Satın Alma! Sipariş Et.
Değerli kalıp kullanıcıları, Otomotiv sektöründe kalıp tedariki için “satın alma” ifadesini eksik ve tehlikeli buluyorum. TDK sözlük açıklamalarına DEVAMI...
Değerli kalıp kullanıcıları, Otomotiv sektöründe kalıp tedariki için “satın alma” ifadesini eksik ve tehlikeli buluyorum. TDK sözlük açıklamalarına DEVAMI...
Otomotivde Kalıp Ömrü Ve Üretimin Sürdürülebilirliği
Bu Cümle İle Birçok Konuya Analoji Yapılabilir. Bu Yazımda Bir Plastik Enjeksiyon Kalıbının, O Kalıbın Var Olmasına Vesile Olan Araç Projesi İle Nasıl Bir Etkileşim İçinde DEVAMI...
Bu Cümle İle Birçok Konuya Analoji Yapılabilir. Bu Yazımda Bir Plastik Enjeksiyon Kalıbının, O Kalıbın Var Olmasına Vesile Olan Araç Projesi İle Nasıl Bir Etkileşim İçinde DEVAMI...
SEKTÖREL HABERLER
13. Ulusal Kalıpçılık Ziervesi
DEVAMI...
DEVAMI...
Türkiye’nin İlk Elektrikli Hafif Kamyon Satışı Otokar’dan
Koç Topluluğu şirketlerinden Otokar, ticaretin yükünü hafifleten ATLAS kamyon ailesinin yeni üyesi, yüzde 100 elektrikli e-ATLAS’ın ilk satışını gerçekleştirdi. Bu satışla Otokar, Türkiye&rsqu DEVAMI...
Koç Topluluğu şirketlerinden Otokar, ticaretin yükünü hafifleten ATLAS kamyon ailesinin yeni üyesi, yüzde 100 elektrikli e-ATLAS’ın ilk satışını gerçekleştirdi. Bu satışla Otokar, Türkiye&rsqu DEVAMI...
Proemtia 1. Yıl Etkinliği ve Sektör Buluşması İş Kuleleri İstanbul’da Gerçekleştirildi
Proemtia’nın 1. Yıl & Sektör Buluşması etkinliği kapsamında “Alüminyum & Demir Çelik Sektöründeki Gelişmeler ve Gelecek Beklentiler” paneli 2 Mayıs 2024 tarihinde İş Kuleleri İstanbul&rsquo DEVAMI...
Proemtia’nın 1. Yıl & Sektör Buluşması etkinliği kapsamında “Alüminyum & Demir Çelik Sektöründeki Gelişmeler ve Gelecek Beklentiler” paneli 2 Mayıs 2024 tarihinde İş Kuleleri İstanbul&rsquo DEVAMI...
Kompozit Malzemeler 34.BI-MU’nun Başrol Oyuncusu
9 - 12 Ekim 2024 tarihleri arasında BI-MU’nun 34. gerçekleşecek, işleme ve deformasyon takım tezgahları, robotlar, otomasyon, dijital ve katmanlı üretim, yardımcı teknolojiler ve kolaylaştırıcılar ana imalat endüstrisin DEVAMI...
9 - 12 Ekim 2024 tarihleri arasında BI-MU’nun 34. gerçekleşecek, işleme ve deformasyon takım tezgahları, robotlar, otomasyon, dijital ve katmanlı üretim, yardımcı teknolojiler ve kolaylaştırıcılar ana imalat endüstrisin DEVAMI...
Yapay Zekâ Oltanın Ucunda
Yeni trendlere her zaman uyum sağlayan siber suçlular ChatGPT, Midjourney ve diğer üretken yapay zekâ asistanları gibi görünen kötü amaçlı yazılımlar dağıtıyorlar. Dijital güvenlik şirketi ESE DEVAMI...
Yeni trendlere her zaman uyum sağlayan siber suçlular ChatGPT, Midjourney ve diğer üretken yapay zekâ asistanları gibi görünen kötü amaçlı yazılımlar dağıtıyorlar. Dijital güvenlik şirketi ESE DEVAMI...
ESET Güvenlik Çözümleri Şirketlere Rekabet Avantajı Sağlıyor
Siber güvenlik çözümlerinde küresel bir lider olan ESET, son paylaşılan Gartner Market Guide for Managed Detection and Response raporunda Temsilci Marka olarak kabul edildi. Bu tanımlama, ESET’in Yönetilen DEVAMI...
Siber güvenlik çözümlerinde küresel bir lider olan ESET, son paylaşılan Gartner Market Guide for Managed Detection and Response raporunda Temsilci Marka olarak kabul edildi. Bu tanımlama, ESET’in Yönetilen DEVAMI...
Parola Sayısı Arttıkça, Kimlik Avı Saldırıları Cazibesini Koruyor
Siber suçluların en sevdiği saldırı alanı kimlik bilgilerini çalmaya yönelik. Kullanıcılar için de en sıkıntılı süreçlerden biri her geçen gün artan parola bilgilerini yönetebilmek. &nbs DEVAMI...
Siber suçluların en sevdiği saldırı alanı kimlik bilgilerini çalmaya yönelik. Kullanıcılar için de en sıkıntılı süreçlerden biri her geçen gün artan parola bilgilerini yönetebilmek. &nbs DEVAMI...
Kobi’ler İş Teklifi İle Tuzağa Düşürülüyor
Dijital güvenlik şirketi ESET, Polonya, Romanya ve İtalya’daki işletmelere karşı bilgi hırsızlarının kullanıldığı kimlik avı kampanyalarını araştırarak sonuçlarını paylaştı. Saldırganlar daha önce ele geçirdikler DEVAMI...
Dijital güvenlik şirketi ESET, Polonya, Romanya ve İtalya’daki işletmelere karşı bilgi hırsızlarının kullanıldığı kimlik avı kampanyalarını araştırarak sonuçlarını paylaştı. Saldırganlar daha önce ele geçirdikler DEVAMI...
Dolandırıcılar Telefon Numaranızın Peşinde
Dolandırıcılar telefon numaranızı kötü niyetli mesajlarla sizi hedef almak, banka hesabınıza erişmek veya kurumsal verileri çalmak için kullanabilirler. Dijital güvenlik şirketi ESET giderek büyüyen bir DEVAMI...
Dolandırıcılar telefon numaranızı kötü niyetli mesajlarla sizi hedef almak, banka hesabınıza erişmek veya kurumsal verileri çalmak için kullanabilirler. Dijital güvenlik şirketi ESET giderek büyüyen bir DEVAMI...
Otomotiv Sanayii Derneği, 2024’ün İlk 7 Aylık Verilerini Açıkladı!
Otomotiv Sanayii Derneği (OSD) 2024 yılının ilk 7 aylık dönemine ilişkin verileri açıkladı. Geçen yılın aynı dönemine göre toplam üretim yüzde 5 gerileyerek 823 bin 636 adet olarak gerçekleşti. Ge& DEVAMI...
Otomotiv Sanayii Derneği (OSD) 2024 yılının ilk 7 aylık dönemine ilişkin verileri açıkladı. Geçen yılın aynı dönemine göre toplam üretim yüzde 5 gerileyerek 823 bin 636 adet olarak gerçekleşti. Ge& DEVAMI...
4. Ar-Ge Proje Pazarı ve 4. Komponent Tasarım Yarışması’nda büyük fırsat OİB, Projeleri Kuluçkaya Yatıracak, 1 milyon Liralık Ödülün Kapısını Açacak
6. Ulusal Kalıpçılık Zirvesi Sonuç Bildirgesi
Buderus Edelstahl Yeni Satış Organizasyonu ile Türkiye’de hizmetinizde!
Desita Yazılım Tasarımda Yeni Dönemi Konuşuyoruz Başlıklı Seminerini Ankara’da Gerçekleştirdi
Gazi Üniversitesi, FNSS MILDESIGN 2015 Uluslararası Askeri Kara Araçları Tasarım Yarışması’na damgasını vurdu
Böhler Türkiye Bir İlki Gerçekleştirdi
PowerMill Türkiye Distribütörü Desita Yazılım Oldu
Morgan, Yeni Üretim Tesisine Taşındı
Tezmaksan Makina, IDEF’15’te Savunma Sanayi Sektörünü Ağırladı
Sanayide Kadın Eli Projesi ile Kaymet’te İstihdama Kazandırılan Kadın Çalışanlar Sertifikalarını Aldı
YAYIN AKIŞI