


1.Giriş
Ekstrüzyon, hafif metal endüstrisinin en önemli ve en çok kullanılan plastik şekil verme yöntemlerinden biri olup alüminyum tüketiminin son 20 yıldaki artmasına paralel olarak hem Türkiye’de, hem de dünyada çok yüksek büyüme hızı gösteren bir sektördür. Başta inşaat olmak üzere imalat sanayinde giderek artan Al profil talebi ile yükselen sektörün en büyük sorunlarından biri de teknik kapasitenin, teknik bilgi ve birikimin sektörün büyümesine paralel olarak gelişememesidir. Özellikle mühendislik profilleri gibi, karmaşık profillerin üretiminde karşılaşılan sıkıntılar, verimliliğin düşmesine ve termin sürelerinde gecikmelere yol açmaktadır.
Bu yazıda, alüminyum profil imalatının en kritik aşamalarından olan kalıp imalatı için kalıp çeliğinin seçimi üzerinde durulacaktır. Kalıp ömrünü belirleyen temel hasar mekanizmaları açıklanmaya çalışılarak; bu hasar mekanizmalarının ya daha geç devreye girmesi için ya da tamamen engellenmesi için nasıl bir kalıp çeliği seçimi yapılmalıdır, açıklanmaya çalışılacaktır.
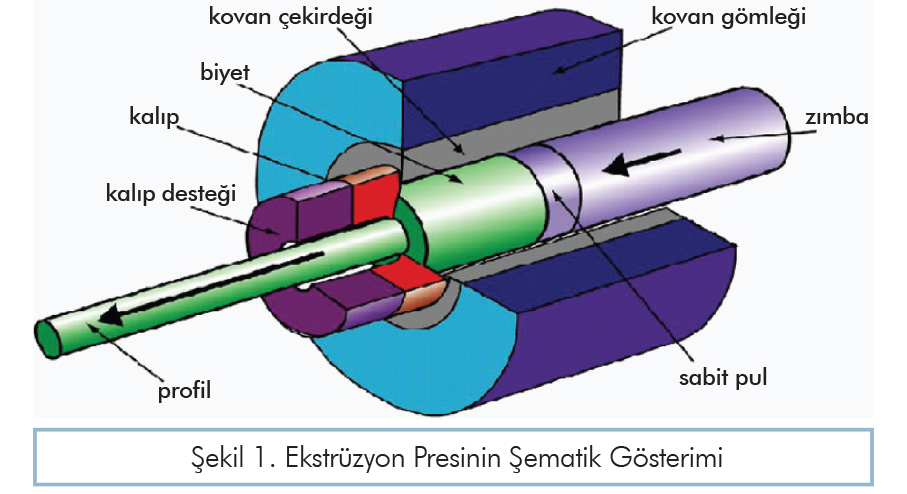
Bu yüzden, başta kalıp olmak üzere ekstrüzyon takımlarında (Şekil 1) malzeme seçimi yapmadan önce hangi parçada ne tür sorunlar yaşandığı değerlendirilmeli ve hasar mekanizması öngörülerek bu hasar mekanizmasına karşı en dirençli malzeme ve ısıl işlem prosedürü seçilmelidir. Bunun için de olası hasar mekanizmaları çok iyi anlaşılmalıdır.
2. Ekstrüzyonda Hasar Mekanizmaları
Ekstrüzyonda malzeme akışı, ekstrüzyon türüne, ekstrüzyon oranına, kalıp şekline, sürtünme ve yağlama koşullarına bağlı olarak değişmektedir. Bu tür faktörlerin yanı sıra, ekstrüzyon sıcaklığı, matrisin şekli, ürün biçimi gibi pek çok faktör de malzeme akışını etkilemektedir. Şekil 2’de malzeme akış türleri şematik olarak gösterilmiş olup bu akış türlerinden A tipi akış ideal akışı, D tipi akış ise istenmeyen akışı göstermektedir.

Proses boyunca ekstrüzyon takımlarının maruz kaldığı dış etkenleri mekanik ve termal olarak ikiye ayırmak mümkündür. Presleme basıncı ve sürtünmeden kaynaklı etkiler takımları mekanik olarak etkilerken; sürtünme, deformasyon ve biyet sıcaklığı termal olarak etki etmektedir. Proses süresince ön ısıtma sıcaklığı, plastik deformasyon esnasındaki sıcaklık, biyet ile kalıp arasındaki sürtünmeden kaynaklı sıcaklık ve kovan çekirdeği ile biyet arasındaki sürtünmeden kaynaklı sıcaklığa bağlı olarak biyet sıcaklığı değişir.
Yüksek basınç ve sıcaklık kalıp, kovan ekipmanları gibi takımların ömrünü kısaltarak çeşitli hasarlara sebep olabilir. Uygun olmayan malzeme kompozisyonu, su vermeden kaynaklı çatlaklar, inklüzyonlar kalıpta erken hasarlara yol açabilir. Isıl işlem sırasında çarpılmalar, işleme veya proses hataları, erozyon ve korozyonda hasarlara sebep olabilecek nedenlerdir. Kalıplarda en çok karşılaşılan hasar mekanizmalarını şu başlıklar altında sınıflayabiliriz.
Kırılma,
Aşınma,
Plastik deformasyon,
Çatlak,
Isıl Yorulma.
Şekil 3’te ise bu hasar mekanizmalarının şematik gösterimi sunulmuştur.
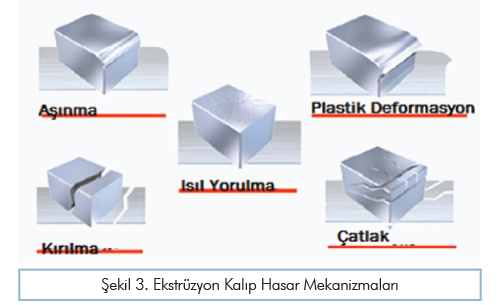
Aşınma daha çok biyetin akıp son şeklini aldığı bölgelerde meydana gelerek nitrasyon veya kaplama ile giderilebilir. Belli bir süre çalıştıktan sonra kalıp tekrar nitrasyona ihtiyaç duyacağından bu süreler iyi takip edilmelidir. Kırılmaya veya plastik deformasyona hassasiyet ise genellikle kalıp geometrisi ile alakalı olup kalıp tasarım aşamasında bu tür hatalar önlenebilir. Kırılma çoğunlukla ilk deneme baskısında meydana gelir, kalıp tasarımı veya uygun olmayan kalıp malzemesinden kaynaklanır. Plastik deformasyon çok sayıda baskıdan sonra oluşur. Aşamalı ve geri döndürülemez bir durumdur.
Kırılma, ekstrüzyon takımlarında en sık karşılaşılan hata türüdür. Kalıp kullanım süresince hem mekanik, hem termal streslere maruz kalır. Mekanik stresler ise sıfırdan maksimuma ve tekrar geriye şeklinde döngüseldir. Bu döngüsel stresler eğer daha önceden gelen çatlaklar da varsa (ısıl işlem sırasında oluşan mikro çatlaklar gibi) çatlağın ilerlemesi ve nihayetinde yorulma kırılmasına sebep olabilir. Hata mekanizmasının oluşumu;
a.Biyet malzemesi, geometrik toleransları ve yüzey finişi,
b.Kalıp ve takımların malzemeleri, ısıl işlemleri, yüzey sertleştirilmeleri, geometrileri,

c.Ekstrüzyon prosesi boyunca stres dağılımı, stresin zaman ve sıcaklıkla değişimi,
d.Pres ve ilintili takımların katılığı ve kinematiği ile ilgilidir.
Yorulma hataları genellikle keskin köşe, kesit değişimi, damga izleri gibi yüksek stres konsantrasyonlarının olduğu bölgelerde görülür. Yorulma kırılmaları özellikle yüksek stres konsantrasyonlarına sebep olan yüksek ekstrüzyon oranlarında daha fazla oluşur. Çatlak oluşumu işleme izleriyle daha da artabilir. Kalıp üretim aşamasında erozyon gibi işlemler sırasında bazı ön çatlaklar oluşabilir. Çatlak derinliği genellikle 0,01 mm civarındadır. Aşınma direncini artırmak için kalıba çoğunlukla nitrasyon veya başka yüzey sertleştirme işlemleri yapılır. Bu yüzey işlemler sıklıkla küçük çatlaklara yol açar. İstenilen sertlik-tokluk dengesine ulaşmak için kalıplar ısıl işlemler serisine (sertleştirme/östenitleme, temperleme, su verme vb.) tabi tutulur. Mevcut küçük çatlaklar bu operasyonlar sırasında büyür. Ekstrüzyon prosesi sırasında yorulma döngülerine bağlı olarak bu öncül çatlaklar ilerler ve hasara sebep olur.
Hata mekanizmalarından bir diğeri aşınmadır. Karmaşık profil geometrileri, yüksek basınç ve sıcaklık, çok sert kalıp malzemesi, ön ısıtma sırasında biyet yüzeyinde oluşan çok sert ve aşındırıcı alüminyum oksit tabakası kalıp yatağında aşınmaya sebep olur. Kalıp aşınması tribolojik bir etkidir ve işleyen yüzeyden malzeme eksilmesi veya aşamalı kaybı şeklinde tanımlanabilir. Aşınma kalıp yatağının topografisini değiştirdiğinden nihai ürünün hatalı çıkması ve kalıbın ömrünün erken bitmesine neden olacak yüzey hasarlarına sebep olur. Ani sıcaklık dalgalanmaları ve yüksek sıcaklıklara uzun süre maruz kalmadan kaynaklı hem adhesif, hem de abrasif aşınma mekanizmaları görülebilir. Abrasif aşınma daha kademelidir ama yüksek sıcaklıklarda oldukça hızlanır.
Kalıp ve biyetin ön ısıtması ekstrüzyon prosesi sırasındaki deformasyon ve sürtünmeyle birlikte yüksek sıcaklıklar (400-470 °C) oluşturur. Biyeti kalıba itmek için kalıp ve biyet arasındaki sürtünmeye aşacak kadar yüksek basınç gereklidir. Simetrik olmayan profiller bu yüksek basınçlarda dengesiz kuvvetlere sebep olabilir. Yüksek sıcaklıkla da birleşince mandrelde plastik deformasyona sebep olabilir. En nihayetinde mandrel ve/veya kalıpta çarpılma veya kırılma oluşturur.
3. Kalıp Çeliği Seçimi
Ekstrüzyonda kullanılan kalıpların çeliklerinden beklenen yüksek sıcaklık mukavemeti, yüksek ısıl yorulma direnci, yüksek sıcaklıkta aşınma mukavemeti, yüksek temperleme direnci özelliklerine sahip olmasıdır. Uddeholm’ün ekstrüzyon kalıplarında kullanılan çeliklerin üretiminde uzun süreli bir deneyimi vardır. Sert termal koşullara maruz kalan kalıpların ömrünü uzatmak için uygun çelik seçimi ve doğru ısıl işlemin birleşimi ile en uygun koşullar sağlanmalıdır. Uddeholm’ün ekstrüzyon kalıpları içim ürettiği çelik kaliteleri; Orvar 2M, Dievar, Alvar, QRO 90 Supreme, Hotvar, ve Unimax’dır.
Orvar 2M genel olarak ortalama sıcaklık ve gerilmelerin bulunduğu ekstrüzyon uygulamalarında kalıp malzemesi olarak kullanılmak üzere üretilmiştir. Daha uç sınırdaki uygulamalar için Uddeholm’ün özel üretimi olan QRO 90 Supreme, Hotvar, Dievar ve Unimax kullanılması tavsiye edilmektedir. Bu kaliteler patentli üretim olup tokluk, süneklik ve yüksek sıcaklık mukavemetinin mükemmel birlikteliğine sahiptir. Tablo 1’de çelik özellikleri karşılaştırması ve Tablo 2’de farklı kalıp hatalarına karşı çelik kalitelerinin direnç karşılaştırmaları verilmiştir.

Ekstrüzyonda en çok kullanılan sıcak iş takım çeliklerinin tokluk ve sıcak aşınma/plastik deformasyon direnci karşılaştırması Şekil 4’te gösterilmiştir.

4. Özel Kalıplar İçin Özel Seçim: Dievar
Dievar ekstrüzyonda özellikle düşük ölçü toleransına sahip kalıplarda tercih edilmelidir. 1.2344 kalite çelikten daha yüksek tokluğa ve 1.2367 kalite çelikten daha fazla yüksek sıcaklık mukavemetine sahiptir. Şekil 5’te Dievar’ın 1.2344 ve
1.2343 kalite çeliklere göre tokluk ve sıcaklık mukavemeti karşılaştırması verilmiştir.

Öncül çatlaklardan veya termal yorulmadan kaynaklı hasarların önlenmesinde Dievar mükemmel bir çözümdür. Ayrıca yüksek sıcaklık aşınması ve plastik deformasyon söz konusu olduğunda Dievar ekonomik bir çözüm olarak karşımıza çıkmaktadır. Tablo 3’te Dievar kullanımı sayesinde biyet başına elde edilen tasarruf verilmiştir.

5.Sonuç
Ekstrüzyon kalıplarında kullanılan çeliklerden beklenen özellikler, ektrüzyon prosesinden gelen yüksek sıcaklık, basınç ve sürtünmelerden kaynaklı oluşacak yukarıda bahsettiğimiz hasar mekanizmalarına karşı mukavim olmalarıdır. Yüksek sıcaklık mukavemeti, yüksek ısıl yorulma direnci, yüksek sıcaklıkta aşınma mukavemeti, yüksek temperleme direnci bu çeliklerde olması gereken özelliklerdir.
Bu amaçla Uddeholm uzun yıllara dayanan tecrübesiyle çeşitli sıcak iş takım çelikleri geliştirmiştir. Tablo 4’te bu çeliklerin hangi ekstrüzyon ekipmanının imalatında ve hangi sertlikte kullanılabileceğine dair özet bilgiler verilmiştir.
Alüminyum ekstrüzyonda kullanılan standart kalıplar 45-50 HRC’ye sertleştirilmiş Orvar 2M kalite çelikten yapılmaktadır. İyi yüksek sıcaklık dayanımı ve aşınma direnci olan Orvar 2M genellikle sıcak biyet ile direkt temas eden kalıp gibi ekstrüzyon ekipmanlarında kullanılması tavsiye edilmektedir.
Karmaşık şekilli alüminyum profil ekstrüzyonunda QRO 90 Supreme kullanmak 1.2344 kalite çeliğe göre kalıp ömrünün daha uzun olmasını sağlar. Bu tip kalıplar çok yüksek ısı artışlarına maruz kalırlar ve QRO 90 Supreme, mükemmel yüksek sıcaklık mukavemeti ve yüksek sıcaklık sertliği sayesinde aşınma ve bükülme/kırılmaya karşı daha iyi direnç sağlar. Çok iyi aşınma direnci sayesinde QRO 90 Supreme, alüminyum ekstrüzyon kalıplarının uzun ömürlü kullanımı için mükemmel bir seçimdir. QRO 90 Supreme ayrıca alüminyumdan daha yüksek sıcaklıklarda ekstrüde edilen bakır ve diğer metal alaşımlarının daha az karmaşık kalıplarında da tavsiye edilmektedir.
Dievar ise çatlakların veya ısıl çekilmenin görüldüğü kalıplar için çok uygun bir sıcak iş takım çeliğidir. Ayrıca yüksek sıcaklık aşınması ve plastik deformasyon gibi birden çok hasar mekanizmasının birleşiminin görüldüğü yerlerde Dievar, ektrüzyon takımlarının uzun ömürlü olması için ekonomik bir çözümdür. İyi yüksek sıcaklık mukavemeti ve bütün yönlerde mükemmel tokluk ve sünekliğe sahiptir. Tokluk ve sünekliğin en çok istendiği ekstrüzyon ekipmanlarına kullanılması tavsiye edilmektedir.
