

 İlyaz İDRİZOĞLU
İlyaz İDRİZOĞLU
Mühendislik, Parça Tasarımı
Ürün Geliştirme, Kalıp Tasarımı
Makine Yüksek Mühendisi
www.ilyazidrizoglu.com
Yaklaşık 15 yıldır “Kalıp İçi Eşzamanlı İşlemler” ve “Dekoratif Kaplama”, konvansiyonel yöntemlerin yerini almaya başlamıştır. Gelişim ilk olarak Avrupa’da otomotiv sektörü tarafından gelecekteki akımlara hazır olma amacıyla başlatılmıştır. Bu kalıplama yönteminde işlemler prensip olarak renkli film malzemelerin, kumaş, deri ve halı gibi kaplama malzemelerinin açık kalıp yarımları arasına boydan boya yerleştirip, kalıbın kapanmasıyla erimiş plastiğin filmin arka yüzeyine enjekte edilmesidir. Çevrim tamamlandıktan sonra kalıptan çıkan parçanın ön yüzeyinde renkli film tabakası, arka yüzeyinde de plastik malzemenin tek parça olacak şekilde üretilebilmesini içerir.
Kalıp içi eşzamanlı işlemler, parçanın tamamen veya kısmen doğrudan kalıplama işleminde kaplanmış olarak elde edildiği pek çok tekniği kapsar. Kalıp içi kaplama teknolojileri için kullanılan terimler şunlardır: Kalıp için kaplama, kalıp içi dekorasyon (IMD), kalıp içi laminasyon (IML), kalıp içi folyolama, kalıp içi grafikleri, kalıp içi etiketleme (IML), kalıp içi boyama, kalıp içi perdeleme, eklemeli kalıplama, boyasız film kalıplama ve benzerleri. Bu terimler arasındaki farkı belirli kullanımlara göre izah etmek mümkündür. Örneğin kalıp içi perdeleme, elektromanyetik perdeleme folyosunun kullanımıyla ilgilidir. Diğer


terimler kapsamlı bir şekilde, film kullanımını içeren teknolojileri içerir. Eklemeli kalıplama, son ürüne de dâhil olsun diye herhangi bir malzeme veya parçanın kalıba eklenmesini içerir. Örneğin, elektrik-elektronik alanında kullanılacak bir parçanın içinde veya yüzeyinde olması gereken metal aksam kalıba yerleştirilir. Kalıp içi film kaplamada cep telefonun ve elektro-
nik eşyaların plastik yüzeylerinde olan renkli ve parlak görünümler film katmanları halinde kalıba yerleştirilir. Kalıp içi etiketlemede yoğurt ve benzeri kutuların üzerindeki renkli resim ve üretici firma etiket bilgilerinin olduğu birtakım şekil ve yazılar, kesilmiş film katmanı halinde kalıba yerleştirilir. Kalıp içi kumaş kaplamada arabaların iç görünümünde olan kumaş kaplanmış plastik parçaların üretimi için kumaş, kesilmiş katmanlar halinde kalıba yerleştirilir vs. bu örnekler Şekil 1’de topluca gösterilmiştir.
Uygulanabilir Malzemeler
Kalıp içi kaplamada kullanılan en geniş hacme sahip malzeme Polipropilendir. PP, daha düşük maliyet ve gelişmiş fiziksel ve mekanik özelliklerden dolayı geniş ölçüde düşük basınçlı enjeksiyon kalıplama ile kullanılır. Otomotiv uygulamaları için en çok PP, ABS/PC karışımları, PS, değiştirilmiş polifenilin oksit (PPO), polyesterler, polibütilen tereftalat’ı kapsayan çok sayıda malzeme başarılı bir şekilde kullanılmıştır. Kalıp içi kaplamayı kullanarak, PP ile kalıplanabilmeye uygun geniş bir tekstil ve film grubu vardır.
Düşük Basınçlı Enjeksiyon Kalıplama (eklemeli kalıplama hariç)
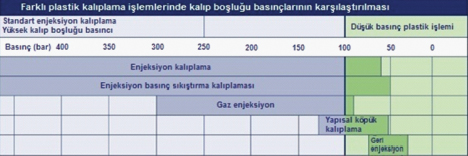
Kalıp içi kaplama, film malzemesinin veya kumaşın zarar görmemesi için konvansiyonel enjeksiyon kalıplama ve diğer plastik işleme yöntemlerine kıyasla, süreçte birtakım farklılıklar içermektedir. İçerdiği farklılıklar kalıp içi kaplama işlemlerinin ayrı bir işlem yöntemi ismiyle anılmalarına neden olmaktadır. Bu kalıplama işleminde, kalıp açık iken kalıp yarımları arasına kaplama malzemesi yerleştirildiğinden oluşabilecek hasar, buruşma, katlanma, aşırı germe, renk tonu değişimleri gibi sorunları önlemek için düşük basınçla ve hız kontrolü uygulanarak enjeksiyon işlemi gerçekleşir. Aşağıdaki çizelgede farklı enjeksiyon yöntemlerinde kullanılan basınç seviyeleri gösterilmiştir
Düşük Basınçlı Enjeksiyon Kalıplama Teknikleri
Düşük basınçlı enjeksiyon kalıplama tekniklerinin yaygın kullanımları, süreçlerin büyük kapasitelerini gösterdiği için artan ivmeli bir gelişme olmaktadır. Kalıp içi kaplamada üç teknik önem kazanmıştır.
Enjeksiyon basınç/sıkıştırmayı kapsayan “geri enjeksiyon”,
Eriyik akışı ile “geri enjeksiyon basınç/sıkıştırma”,
Geri basınç “eriyik katmanı oturtma basınç/sıkıştırma”.
1. Geri enjeksiyon
Pek çok isimlendirme arasında “geri enjeksiyon” en tanımlayıcı ve muhtemelen de en ünlüsüdür. Süreç, konvansiyonel yatay enjeksiyon makinelerinde (çoğunlukla işleme uygun modifiye edilmiş konvansiyonel enjeksiyon makineleri) ya da artan miktarlarda göreceli kenetleme gücüne sahip özel makinelerde ve amaca özgü yüksek enjeksiyon oranlı ve düşük enjeksiyon basınçlı enjeksiyon ünitelerinde uygulanır. Malzeme, açık kalıptan içeriye çok düşük bir basınç yardımıyla enjekte edilir. Bu basınç 100 barın altındadır. Doldurma işlemi biter bitmez; sıkıştırma işlemine geçilir. Basma işlemi basınç kontrollü olarak yapılır.

Kaplama filmi enjeksiyon sırasında açık bir kalıba (tasarıma göre kalıp kırpma kenarlı olabilir) yerleştirilir. Kapatma döngüsü sırasında kumaşın veya filmin gerilmesinden kaynaklanan kırışıklık ya da zararlardan sakınmak için kaplama malzemesi çekilebilmesine izin verir fakat enjeksiyon süresince gergin kalır. Yöntem Şekil 2’de gösterilmiştir.
Geri enjeksiyonda kullanılan kalıplar karmaşık yapıya sahiptir. Nozulları kapatmayla ilgili sürücüleri birleştiren karmaşık bir sıcak yolluk sisteminden başka, itici sistemi gibi diğer tüm kalıp elemanları enjeksiyon tarafı (erkek grup) kalıp yarısına yerleştirilmelidir. İticiler ve benzerleri elemanların kaplamanın yapılacağı tarafta olmaları kabul edilemez.
Kalıp içi kumaş kaplamada tekstil kaplama malzemesinin ön şekillendirme strokundan sonra enjeksiyon/sıkıştırma çevrimi boyunca, eriyiğin enjeksiyonu kısmen açık kalıpta yapılır. Boşluğun kapanmasıyla parça kalıp boşluğu şeklini alır ve kaplama yapılır. Bu yöntemin eriyik akış basınç/sıkıştırma kalıplamasıyla benzerlikleri vardır.
2. Geri Enjeksiyon Basınç/Sıkıştırma
Eriyik akışı ile geri enjeksiyon basınç/sıkıştırma kalıplaması dik enjeksiyon ünitelerinde gerçekleştirilir. Sıkıştırma işleminde ise basınç değil hız kontrolü uygulanır. İhtiyaç olunduğunda derin yüzeyler için ön şekillendirme yapılmış kaplama filmi açık bir kalıba yerleştirilir ardından kalıp kısmen kapatılır. Enjeksiyonu yapılıp yolluğun etrafında duran eriyik kalıp aralığının kapatılmasıyla sıkıştırılarak şekillendirilir. Yöntem Şekil 3’te gösterilmiştir.
Geri enjeksiyondakine benzer sıcak yolluk sistemleri olan kırpma kenarlı kalıplar kullanılır. Sürecin daha yaygın kabulü önündeki belki de tek engel özellikle büyük parçalar için kalıpların maliyetidir.

3. Eriyik Katmanı Oturtma Basınç/Sıkıştırma
Eriyik katmanı oturtma basınç/sıkıştırma terimi açık bir kalıpta biriken eriyik şeritlerinin sıkıştırılarak kalıplanması süreci için kullanılır. Eriyik katmanı oturtma iç araba parçalarının, kesilmiş bir kaplama filminin kalıba yerleştirilmesiyle eş zamanlı basınç/sıkıştırma kalıplama ve kaplaması için bir eriyik şeridinin üzerine konduğu süreci tanımlar. Yöntem Şekil 4.’te gösterilmiştir.
Tipik bir eriyik katmanı oturtma çevrimi aşağıdaki gibi uygulanır:
Döngü dikey bir preste açık bir ka-

lıpla başlar.
Yatay bir enjektör kalıbın açılma hareketi süresince eriyik şeridini alt kalıp yarımına bırakır.
Düz ya da önceden şekillendirilmiş bir film, eriyik şeridinin üzerine yerleştirilir.
Sıkıştırarak parça kalıplanırken pres kapanır.
Soğutma döngüsünün sonunda parçayı çıkarmak için pres açılır.
Kaynaklar:
İdrizoglu, İ., 2011. Kalıp İçi Kumaş Kaplama Yüksek Lisans Tezi. Fen Bilimleri Enstitüsü, Uludağ Üniversitesi. Bursa.
Love, J.C., Goodship, V. (2002). In Mold Decoration of Plastics.
Turng, L.-S. (2001). Special And Emerging Injection Molding Processes. Department of Mechanical Engineering University of Madison, University Avenue Madison, Journal of Injection Molding Technology. Wisconsin. USA.
Michael, F., (2007). Tecomelt Technology. Engel Inc. Austria.
Kuhlmann, G.-H., Manufacuring of Composites, Melt Compression Molding a One-shot Process for In-mold Lamination and Compression Molding by Melt Strip Deposition: Special Molding Techniques, pp: 171-185.