Günümüzün yüksek hızlı çelik tornalama dünyasında değiştirilebilir bir kesici ucun takım ömrü, metali verimli bir şekilde keserek yüksek kaliteli bir yüzey sağlarken kesme çizgisinin bozulmamasına bağlıdır. Geniş ve çok kapsamlı ISO P25 uygulama alanında tornalama yaparken sürekli ve kontrol edilebilir aşınmayı sınırlandırıp kesintili ve genelde kontrol edilmeyen aşınmayı ortadan kaldırmak bu başarının anahtarıdır. Eğer yanlış aşınma tipi nedeniyle kenar çizgisi kırılırsa ani bozulma meydana gelir, bu da kabul edilemez parça ve işleme güvenliği kaybına neden olur.
Günümüzün yüksek hızlı çelik tornalama dünyasında değiştirilebilir bir kesici ucun takım ömrü, metali verimli bir şekilde keserek yüksek kaliteli bir yüzey sağlarken kesme çizgisinin bozulmamasına bağlıdır. Geniş ve çok kapsamlı ISO P25 uygulama alanında tornalama yaparken sürekli ve kontrol edilebilir aşınmayı sınırlandırıp kesintili ve genelde kontrol edilmeyen aşınmayı ortadan kaldırmak bu başarının anahtarıdır. Eğer yanlış aşınma tipi nedeniyle kenar çizgisi kırılırsa ani bozulma meydana gelir, bu da kabul edilemez parça ve işleme güvenliği kaybına neden olur.
Bu konuyu ve yeni nesil kesici uç kalitesinin bu alanda sunduğu faydaları Sandvik Coromant bünyesinde kıdemli ürün müdürü olarak görev yapan Mia Pålsson ile konuştuk.
İlk kaplamalı semente karbür kesici uç bir P25 kalitesiydi ve 1970’te adı GC125’di. O zaman bu takım malzemesi gelişiminde büyük bir adımdı ve sunduğu avantajlar da talaşlı imalat sanayisini hayrete düşürdü. Görülen iyileşmelerdeki yenilik ve bunların ölçeği neydi?
Kesinlikle büyük bir atılımdı ve kaplama ile kesici uç alt tabakası arasındaki etkin bağlantı bilimini temel alıyordu. O zamana kadar tüm semente karbür uçlarda yapılan tercih uygulama için aşınma direnci ile tokluk arasından hangisinden fedakarlık edileceğine dayanıyordu. Bunu konvansiyonel teknikler ile fark yaratılması zor olan bir özellik ilişkisi takip etti. Ancak sonrasında, altmışlı yıllarda yapılan kapsamlı araştırma çalışmalarını temel alarak, sadece birkaç mikron kalınlığında aşınmaya karşı dirençli bir titanyum karbür katmanı nispeten daha tok olan tungsten karbür-bazlı bir kesici uca uygulandı. Çelişkili bir şekilde bu ince kaplama çok güçlü bir aşınma direnci etkisi gösterdi aşındıktan sonra bile.
Çelik tornalamada serbest yüzey ve krater aşınmalarındaki azalma hayret vericiydi. Aşınma direnci ile tokluk arasındaki değişmez sanılan bağlantı kırılmıştı. Tipik olarak, kesme hızı bugün bir P10 kalite ile karşılaştırsak bile %60 oranında artırılabiliyordu. Takım ömrü ise kesme hızı değiştirilmediğinde en az iki katına çıkıyordu. Abartmadan, üretim dünyasında gerçekten tarihi bir olaydı ve bu insan yaşamına olumlu katkı yapan bir dizi kaplamalı kalite yeniliklerini başlattı.
Günümüzün yüksek hızlı işleme dünyasında değiştirilebilir bir kesici ucun ömrü, kesme çizgisinin bozulmamasına bağlıdır metali verimli bir şekilde keserek yüksek kaliteli bir yüzey sağlayan bir kenar. Bu tabi ki kesme takımı için her zaman bir zorluk olmuştur, ancak hiçbir zaman bugün kadar kritik olmamıştır.
Eğer kenar çizgisi kırılırsa ani aşınmalar meydana gelir ve bu da kabul edilmeyen parçalara ve işleme güvenliğinin kaybına neden olur. Yeni nesil P25 kalitelerde çalışırken, uzun dönemde kesici uçtaki kenar çizgisinin korunmasını nasıl sağlıyorsunuz?
Sürekli ve bu sayede kontrol edilebilir aşınma sağlama ve sürekli olmayan ve genelde kontrol edilemez aşınmaları ortadan kaldırma konusunda çok çalışma yaptık. Bu bozulmamış bir kenar çizgisini korumada yaşanan zorluktur. Aynı eski hikaye gibi gelebilir, ancak daha ileri bir seviyeye ulaştık ve erken kırılmaya neden olan mekanizmaların gerçekten üstesinden geldik.
Tüm kesme kenarları aşınır bu işin doğası gereğidir ancak kontrol edilebilir aşınmaya ulaşmak, aynı zamanda işlemenin de daha avantajlı olmasını sağlar. Serbest yüzey aşınması kenar çizgisi altında boşluk yüzeyinde sürtünme aşınması ve uygun ilerlerse kabul edilebilir: kesme işleminde takım malzemesinin doğal aşınması. Bazı durumlarda, dengeli bir serbest yüzey aşınması gelişimi kesme prosesi için avantajlıdır. Ancak, eğer serbest yüzey aşınması çok aniyse işleme prosesinde veya kalitede bazı parametrelerin değiştirilmesi gereklidir.
Krater aşınması bir başka tipte kontrol edilebilir aşınmadır ve ısı ve basınç nedeniyle çelik tornalamada meydana gelir. Aşırı krater aşınması kesici uç geometrisinin değiştirilmesine ve kötü kesme prosesine; ve zamanla kenarın zayıflamasına neden olabilir ve bu da proses için risklidir. Her iki aşınma tipi de çelik tornalama için doğaldır ve çok karşılaşılır ve eğer sahip olduğunuz ve kontrol edebildiğiniz aşınma düzenleri sadece bunlarsa işleme prosesi tatmin edici olabilir - yüksek üretkenlik sağlamak üzere yeterince yüksek kesme hızlarının ve takım ömrünün elde edilmesi.
Sandvik Inveio teknolojisini kullanan yeni nesil P25-kalitesi GC4325 bu konuda özellikle iyidir daha geniş ve çeşitli P25 alanı daha uzun ve tahmin edilebilir takım ömrü, daha yüksek üretim ve daha az denetim ve operatörsüz talaşlı imalat sunabilir.
Tahmin edilebilirlik, sınırlı denetime sahip modern işleme için giderek artan öneme sahiptir ve kenar çizgisinin yeterince uzun süre bozulmamasına karşı çok sayıda tehdit bulunmaktadır. Çelik tornalama, yumuşak, düşük karbonlu çeliklerden yüksek alaşımlı, sert çeliklere, çubuk malzemelerden dövmelere, dökümlerden önceden işlenmiş parçalara kadar çok farklı malzemeleri içermektedir. Meydana gelebilecek potansiyel olarak tehlikeli aşınma tipleri bulunmaktadır?
Görebileceğiniz gibi, sürekli olmayan aşınma tiplerinin kontrolü daha zordur ve bunlar prosesin bir parçası olmamalıdır. Bunlardan bazıları diğer malzeme tiplerinin işlenmesinde meydana gelebilir ancak çelik tornalamada oluşmamalıdır. Önerilen parametrelerle işleme sırasında bunların ortaya çıkmayacağı yeni bir P25 kalitesinin geliştirilmesi üzerinde çalıştık.
Örneğin, kesme kenarının bastırıldığı plastik deformasyon, kullanılan kalitede sıcaklığın çok yüksek olması halinde ortaya çıkabilen bir aşınma türüdür. Bazen, bu aşınma kesme kenarında farklı ısı çatlaklarıyla baş gösterebilir. Kenar kaplamasında pullanma ile kesici uç alt tabakasının açıkta kalmasına da yol açabilir. Plastik deformasyon prosesinin bir parçası olarak kesici ucun alt katmanı kırılır, kaplama çatlar ve bozulma kontrol edilemeyen bir şekilde hızla devam eder; sonuç ise kabul edilemez.
Genelde, uzun takım ömrü ve yüksek kesme değerleri ile birlikte maksimum kesme kenarı güvenliği elde etmek için sürekli ve sürekli olmayan aşınma hızlarının dengelenmesi gerekebilir. Bu, daha sert P15 kalitesi ve daha yok P35 kalitesinin üst üste bindiği bir bölgedir. Ayrıca, çelik tornalama uygulamalarında, sonucu belirleyen diğer takım faktörleri de vurgulanmalıdır: kesici uç mikro ve makro geometrisi, köşe radyüsü, kesici uç boyutu ve şekli. Başarıyı belirleyen her zaman kesici uç kalitesi ile birlikte bunların birleşimidir.
Kuzey Amerika’da bir otomotiv fabrikasında mevcut bir P25 kalitesine karşı yeni nesil GC4325 kullandığımız kendini anlatan bir örnek vereceğim. Bu, yarım dakikalık bir kavrama ile bir alaşımlı çelik dövme içermektedir ve kesimin bir kısmı darbelidir. Kesici uçlarda mevcut olan kenar sayısını maksimuma çıkarmak ve takım maliyetlerini minimuma indirmek için kullanıcı tarafından W-stilinde bir kesici uç kullanılmıştır ve kesici uç başına altı kenar bulunmaktadır. Kesici uç başına sadece dört kenar ile C stili bir kesici uçla, ancak uç hareketlerine karşı çok daha az hassas GC4325’e yükseltme yaptığımızda, yeni nesil P25 kalitemiz kenar başına 150 parça üretmiştir. Kalite neslinin ve kesici uç stilinin değiştirilmesi takım ömründe doğrudan beş kat artış anlamına gelmektedir.
Herhangi bir operatörün bir P25 kalitesini rahatça kullanabilir. Çelik tornalama uygulama alanı boyunca, çok yönlü ve güvenli bir kesici uç olarak geniş kapsamda ilk tercih olarak görülmektedir. Ancak, çok sayıda operasyon için bir optimize edici, hatta problem çözücü olabilir. Birkaç yıl önce piyasaya sunulan mevcut P25 kalitesi (GC4225), performansta liderdir. Peki neden şimdi yeni bir kalite sunuluyor? Ve onun gelişimi için hangi yeni hedefleri belirlediniz? Kenar çizgisinin mevcut güvenliği talaşlı imalat sanayisi için şu ana kadar neden önemli olmuştur?
Daha yüksek kesme değeri önerilerinde daha yüksek seviyede proses güvenliği yeni GC4325 kalitesi için hedefimiz olmuştur. ISO P25 çelik tornalama uygulama alanı kesmesi en zor olandır. İşleme boyunca malzeme, parça, işlem, koşul ve sınırlamalardaki değişiklikler eşsiz niteliktedir. Sadece bir kesici uç kalitesinden sürekli yüksek, en iyi performansı bekleyebilir miyiz? Evet, takım malzemesindeki ve proses geliştirmede elde ettiğimiz gelişmelerde 1970 yılından bu yana bunu başardık ve bunu yeniden yaparak talaşlı imalat üretimini daha ekonomik hale getirdik
Şimdi sunulan kesici uç kalitesi ile yüksek optimizasyon potansiyeli ile geniş çelik tornalama alanını tamamen kapsamak için geniş kesici uç çeşitleri bulunan tornalama için yedinci nesil kaplamalı P25 kaliteler ile daha yukarı çıkıyoruz. Birinci nesilden fersah fersah ötededir ve mevcut P25 kalitemiz olan GC4225’e kıyasla iki kat geliştirilmiş sonuçlar sağlar. On yıldan uzun süredir gördüğümüz en iyi kalite test sonuçlarına sahiptir. Bu tipte işleme kullanan tezgah imalathaneleri için bunun ne anlama geldiğini bir düşünün.
Kesici takımlardaki pazar lideri olarak biz müşterilerimizin üretimlerinde iyileşme sağlamak için çalışıyoruz - ve bunu bekliyoruz. Yeni GC4325 ürün ve yöntem sunumları için en son ürün grubudur. Daha geniş bir çelik tornalama alanı, kesme kenarına çok daha fazla, farklı ihtiyaçlar yüklemektedir. Kalite geliştirme ile ilgili olarak, çok önemli kaplama yapışması sürekli olmayan, kontrol edilemez aşınma için açılmalarla mücadele etmek için iyileştirilmiştir. Kesici uç alt tabakası, yapısal bir değişiklik olmadan yüksek sıcaklıklara dayanmalıdır. Kaplama ve alt tabakayı, daha önce mümkün olamayacak bir ölçekte bir birim olarak geliştirdik.
Uygulamaya bağlı olarak, 400 m/dak üzerindeki kesme hızları problem değildir ve bu şekilde bu alanda daha önce hiç elde edilmemiş kesme değeri önerilerine sahibiz. Ancak bu, hikayenin sadece bir parçasıdır; çünkü biz yeni kalitenin ana avantajı olarak tahmin edilebilir takım ömrü ile proses güvenliğini odak noktasına aldık.
Ancak kesme hızları ne kadar artırılabilir? Tezgahların ve takımların ulaşabileceği bir üst limite yaklaşmıyor muyuz? Ben bir operatör olarak başka bir kalite gelişimini kullanmazsam ne olur?
Kesme hızı seviyeleri söz konusu olduğunda üretim endüstrisinin ortalaması önerilen değerlerimizin %70’idir. Bu tabi ki tezgah özelikleri, iş parçası çapları, işletme uzmanlığı ve risk alma seviyesi gibi çok sayıda faktöre bağlıdır. Yeni P25 kalitesi ile elde ettiğimiz ilerlemeler, kalite çok yüksek proses güvenliği sağlarken kullanıcıların kesme değeri seviyelerini korumalarına yardımcı olacaktır.
İşlemede elde edilebilecek çok büyük bir potansiyel bulunmaktadır ve bu yeniden büyümüştür. Mevcut araçların tamamını kullanan kişiler için ek %30 üretkenlik artış imkanının bulunduğunu görüyoruz. Buna hayır diyerek rekabet avantajı elde etmeyi reddedebilir misiniz?
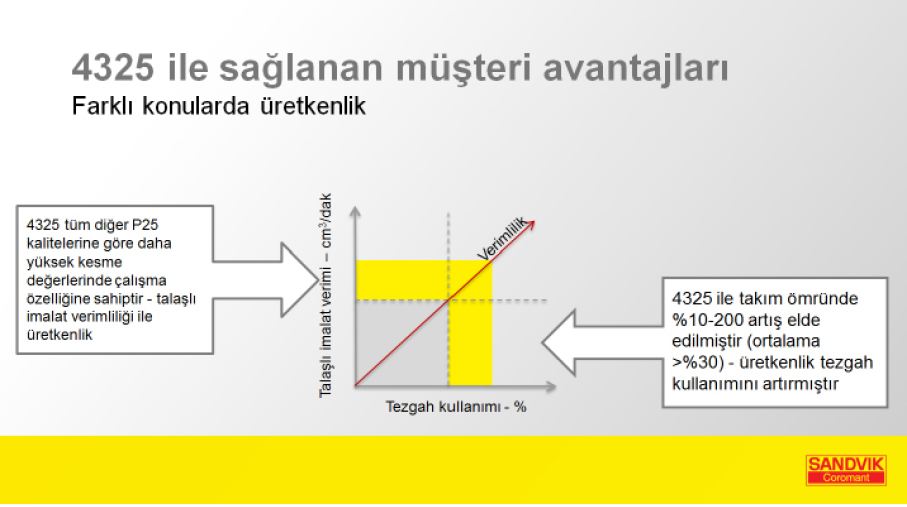
Geniş ve kapsamlı P25 alanı boyunca üretkenlik, üretim tipine bağlı olarak belirli bir kapsamda bağımsız bir ölçüdür. Ancak bunun genel olarak genelde talaş kaldırma oranı olarak ölçülen işleme verimi ve saatte üretilen parça olarak ölçülen takım tezgahı kullanımının birleşimidir. Kesme kenarı için bu kesme değerleri ve takım ömrü için eski güzel değerlere gelmektedir. (Şemaya bakınız)
Bunu temsil eden bir örnek olarak, yeni P25 kalitemizle beklentilerimizin çok üzerinde sonuç aldığımız bir çelik tipi de yataklar ve benzer alaşımlı çelikler için kullanılan çeliklerdir. Bu özellikle sert karbürlerin çok yapışkan olması nedeniyle kesme kenarını zorlamaktadır ve genelde ani krater aşınması ve bazen riskli aşına gelişimine neden olmaktadır. Bu kapsamda, yüksek sıcaklıklarda difüzyon aşınmasına karşı daha iyi dayanmak için kesici alt tabakası ve kaplamalar geliştirdik, kesme yüzünde krater gelişmesine neden olan etkileri azalttık. Bu yöntemle GC4325’in talaş oluştururken ideal bir akışkan akış alanı da sağladığından emin olduk. Yani, hem kesme hızını yükseltebilirsiniz hem de insansız işleme için gerekli uzun ve tahmin edilebilir takım ömrü için gereken kenar emniyetini elde edersiniz.
İşlemede bu seviyede ileri atılan bir adımla burada ilk kaplamalı kaliteye oranla ileri doğru atılan bir adımı kastediyorum kaplama ve alt tabaka yapısında elde edilen yeni ilerlemeler kapsamında, yeni kalitenin özellik seviyesinin arkasında da çok daha fazlası vardır. Yeni nesil P25 kalitesinin geliştirilmesinin arkasında başka hangi yenilikler bulunmaktadır?
Başarının arkasında çok daha fazlası vardır ve tüm faktörlerin kapsamlı bir şekilde göründüğü bir örnektir. Kalitenin neredeyse tüm üretim parçaları ve proseslerinde yeni geliştirmeler yapılmıştır ve bu da gelişmiş performans seviyesi sağlamıştır. Eğer GC4325’in arkasındaki yeniliklerden birinden bahsetmem gerekirse aşınmaya karşı yeni, inanılmaz seviyede direnç sağlayan yeni kaplamanın kristal yapısı olmalıdır.
Kenar çizgisinin değişken koşulları ile başarı seviyesi hakkında bir fikir vermek için hepsi aynı tornalama operasyonu için uygulanan ve kullanılan bugünkü farklı P25 kalite kesici uçlarının birkaçındaki aşınma gelişimini karşılaştırın. Sadece birinin düzgün takım aşınması, tahmin edilebilirlik ve güvenlik konusunda çalışan bir kenar çizgisine sahip olduğu ortaya çıktı: GC4325.
*Inveio Teknolojisi
En detaylı bileşeni ile tasarlanan detaylı teknoloji. Teknoloji tek yönlü kristal yönlendirmenin başarısıdır, her bir kristal tabakası en güçlü yüzeyleri kesme kenarına bakacak şekilde tasarlanmıştır. Daha yoğun bir şekilde sıkılaştırılmış atomlar sayesinde kesici uç dayanımı, aşınma direnci ve takım ömründe şimdiye kadar görülmüş en büyük etki elde edilebildi gerçek yenilik çelik tornalama dünyasının gerçek yeniliğidir.