


Ayhan Dere Ayhan Takım Çelik A.Ş. Genel Müdürü
 Üretim Projesi
Üretim ProjesiKendilerine özgü uygulama tipi ve gerekli kimyasal ve fiziksel özellikleri olan bu çelikler, son derece özel ve modern imalat yöntemleri ile üretilmektedir.
BeyLos® ailesindeki tüm kaliteler, “Super Clean” olarak bilinen özel bir teknikle üretilmektedir. Bu özel üretim sürecinde son derece az miktarda yapıda inklüzyon kalmaktadır. Bu durum çeliğin mikro temizliğinde önemli parametrelerden biri olduğu iyi bilinmekle beraber, sıcak iş çeliklerinin kullanıldığı zorlu uygulamalar için önemli ve gereklidir.
Dahası, Vakum Gaz Giderme (VD) sayesinde -ki bütün BeyLos® ailesi bu işlemden geçmektedir- hidrojen, azot ve oksijen gibi gazların düşük seviyelerde tutulması bu yöntem ile mümkün olmaktadır. Bu gazlar inklüzyonlara ve gaz boşluklarına sebep olmakla beraber malzemelerin performansını olumuz yönde etkilemektedir.
BeyLos® 2343, BeyLos® 2344, BeyLos® 2365, BeyLos® 2367 ve BeyLos® 2004 malzemelerinin EskyLos® olarak bilinen ESR yöntemiyle üretilmiş çeşitleri de mevcuttur.
ESR yönteminin çelik üretiminde kullanılması aşağıdaki avantajları sağlamaktadır;
• Malzemenin tokluğunda artış
• Yüksek seviyedeki mikro temizlik
• Malzemenin her yönde izotropik olması
• Çok düşük seviyedeki segregasyon miktarı
ESR yöntemi, ingot ergitme işlemine dayanmaktadır. Geleneksel Vakum Gaz Giderme (VD) süreci boyunca cüruf içeren bakır külçe kalıp kullanılmaktadır. İngot erir, sıvı metal cürufa geçer ve cüruf bir filtre gibi davranır ve sıvı çeliği inklizyonlardan korur. Katılaşma süreci, geleneksel yöntemlerden göre kalıp içerisindeki katılaşma yönteminden daha hızlıdır. Sonuç olarak homojen ve izotropik bir malzeme elde edilir.
Isıl İşlem
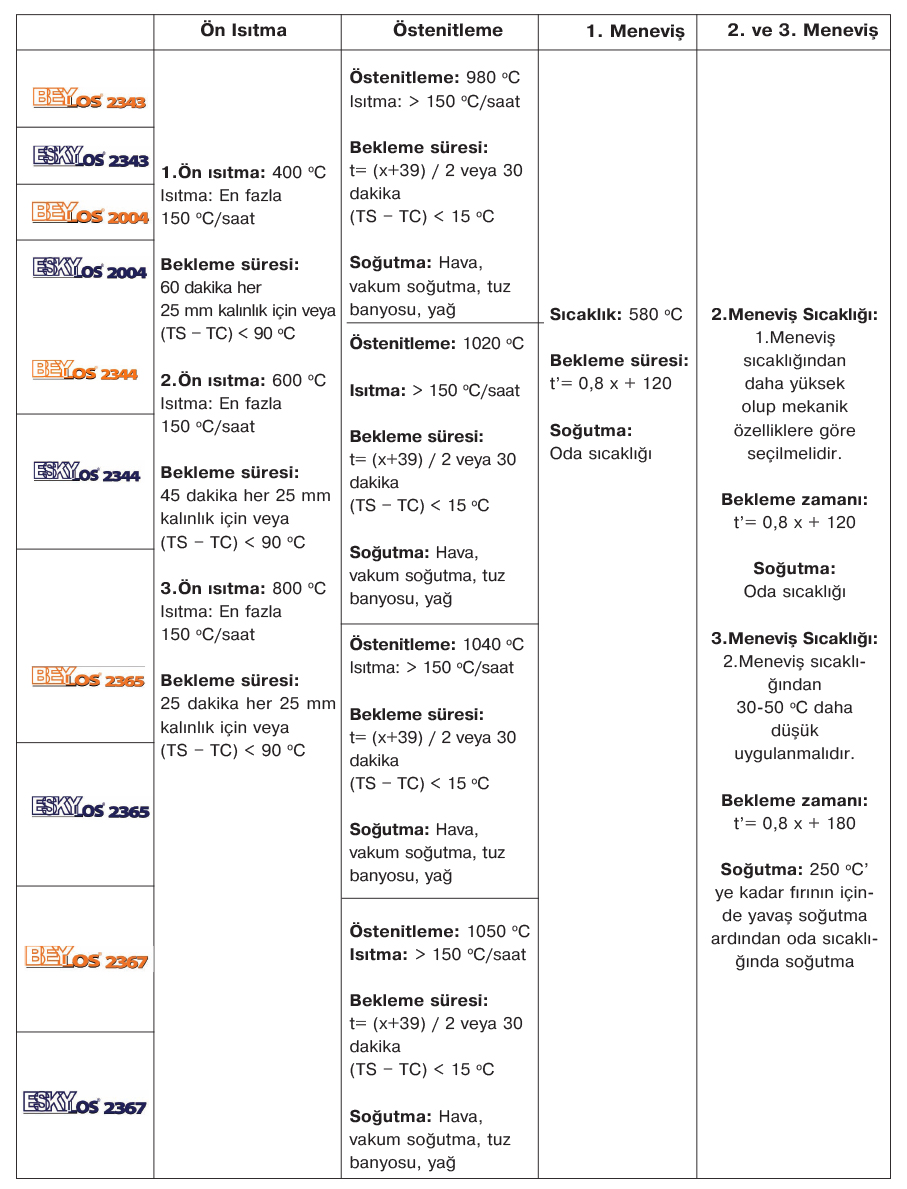
Kullanmaya başlamadan önce, BeyLos® ailesine ait tüm çeliklere ısıl işlem uygulanacak, (Yumuşak tavlı olduğu gibi 40-44 HRC sertlikte teslim edilen BeyLos® 2714 hariç) östenitleme işleminin ardından en az iki meneviş yapılmalıdır. Üçüncü menevişi, gerilim giderici işlem olarak tavsiye etmekteyiz.
Kullanıcıların üreticilerin talimatlarına uymasını önemle tavsiye etmekteyiz. Uygun olmayan bir ısıl işlemde, bölgesel aşırı ısınmada, sertleştirmedeki yetersiz süreler kalıbın ömrünü önemli ölçüde etkilemektedir.
Östenitleme
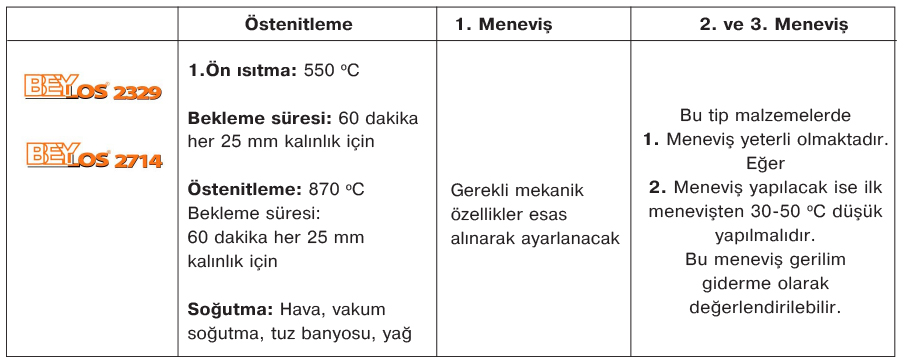
Yumuşak tavlanmış parçanın sertleştirilmesinden hemen sonra meneviş yapılması tavsiye edilmektedir. Östenitleme sıcaklığına üç aşamada kademeli olarak ulaşılması önerilmektedir. Diğer yandan BeyLos® 2714 ve BeyLos® 2329 malzemeleri için bir ön ısıtma basamağı yeterlidir.
400 OC’de gerçekleştirilen ilk ön ısıtmada gerilimler ortadan kaldırılır. Daha sonraki 600 OC ve 800 OC’de ikinci ve üçüncü ön ısıtma basamaklarında da sıcaklık dengelemesi için gereklidir. Isıtma hızı 150 OC/saat olarak tavsiye edilmektedir. Parçaların kalınlığına bağlı olarak ön ısıtma sıcaklıklarında bekleme süreleri hesaplanmaktadır. Alternatif olarak thermocouple kullanılarak parçanın merkezi (TC) ve yüzeyi (TS) arasındaki fark hesaplanır. 800 OC’de yapılan üçüncü ön ısıtma sonrasında mümkün olabildiğince hızlı bir şekilde östenitleme sıcaklığına çıkılır ve (TS - TC)<15 OC yüzeyle merkez arasındaki sıcaklık farkı 15 OC olduktan sonra 30 dakika beklenir.
Ayrıca aşağıda görülmekte olan formül yardımıyla da
hesaplanabilir.
t = (x+39)/2
t: bekleme zamanı (dakika)
x: kalınlık (mm)
Temperleme
Aksi belirtilmediği sürece ilk meneviş sıcaklığı olarak 580 OC tavsiye edilmektedir. Böylece ikincil sertleşme de tamamlanır. Bundan sonra yapılacak ikinci meneviş sıcaklığı istenilen mekanik özelliklere bağlı olmakla beraber yapılan ilk meneviş sıcaklığından daha yüksek bir sıcaklıkta yapılması gerekmektedir. Üçüncü meneviş ise bir önceki meneviş sıcaklığından 30-50 OC daha düşük sıcaklıkta yapılacak olup gerilim giderme amaçlı yapılmaktadır. 400 – 550 OC sıcaklıkları arasında meneviş yapılması tokluğu düşürdüğü için tavsiye edilmemektedir.
Ayrıca 200 OC altında meneviş yapılmasının herhangi bir anlamı olmadı için tavsiye edilmemektedir. BeyLos® 2714 ve BeyLos® 2329 malzemeleri sadece
bir menevişe ihtiyaç duymaktadırlar.
Aşağıdaki formüller kullanılarak 1. ve 2. meneviş sıcaklıkları hesaplanabilir:
t’ = t’’ = 0,8 x + 120
t’, t’’: bekleme zamanı (dakika)
x: kalınlık (mm)
Üçüncü meneviş için aşağıdaki formülle hesaplanabilir;
t’’’ = 0,8 x + 180
Meneviş sırasında faz dönüşüm noktalarının aşılması kaçınılmazdır. Bu bakımdan malzemenin hacminde değişiklikler olmaktadır. Bu sebeple ısıl işlem esnasında meydana gelen boyut değişikliklerini telafi etmek için ölçülerde tolerans bırakmak gerekmektedir. Ayrıca tüm köşelerde pah olmalıdır.

Nitrasyon
Nitrasyon, malzemenin aşınmaya ve aşınmaya karşı direncini arttırmaya yönelik yapılmaktadır. Bu işlem malzemenin ömrünü uzatır ve yüksek performans alınması için çok faydalıdır. Sertleştirilme ve meneviş işlemlerinin ardından nitrasyon işlemi uygulanılması tavsiye edilmektedir. Meneviş sıcaklığı nitrasyon sıcaklığından en az 50 OC yüksek olmalıdır. Modern nitrasyon işleminde, parçaların boyutları işlem öncesindeki boyutlarını muhafaza etmektedir. Bu bakımdan bitmiş parçalara nitrasyon işlemi uygulanması tavsiye edilmektedir.
 Kaynak
KaynakÖneriler ışığında yapılan kaynak işlemlerinde, gerekli prosedürler uygulandıktan sonra, BeyLos® ailesindeki sıcak iş çelikleri iyi sonuç vermektedirler. Yüksek karbon içeriklerinden dolayı kaynak işlemi esnasında BeyLos® ailesi çatlamaya karşı çok hassastır. Bu bakımdan kaynak işlemi öncesinde gerekli ön ısıtma ve kaynak sonrası meneviş ve/veya gerilim giderme ısıl işlemi uygulanması gerekmektedir.
EDM
BeyLos® secak iş çeliği ailesine ait çelikler karmaşık şekilli parçaların elde edilmesinde kullanılan EDM ile işlenebilir. Tavsiye edilen, parçalara bu işlemin ardından gerilim giderme tavlamasının yapılmasıdır.
Krom Kaplama
BeyLos® ailesine ait sıcak iş çeliklerinin yüzeylerinin mekanik özellikleri arttırmak amacıyla krom kaplanabilir. Yaklaşık 4 saat süren kromaj işleminin ardından, hidrojen gevrekliğini önlemek amacıyla 200 OC’ de 4 saat temperleme yapılması tavsiye edilir.
Foto Desenleme
BeyLos® ailesindeki çelikler modern üretim süreçleri ve düşük kükürt içeriklerinden dolayı foto desenleme işlemine çok iyi yanıt vermektedir.
Parlatma
BeyLos® ailesine ait sıcak iş çelikleri parlatma işlemi için son derece uygundur. Ayna parlaklığı elde etmek için ESR (Cüruf Altı Ergitme) yöntemiyle üretilmiş EskyLos® ürünlerinin kullanılmasını tavsiye edilir.
BeyLos® ve EskyLos® LUCCHINI RS firmasının tescilli markasıdır. LUCCHINI RS firmasının Türkiye distribütörü Ayhan Takım Çelik Metal İth. İhr. İml. San. ve Tic. Ltd. Şti. firmasıdır.