

Müge Erdoğan, Ezgi Az, Mert Onan, Ahmet Celal Topkaya
Hatko A.Ş., Ar-Ge Merkezi, Avcılar-İstanbul
*Investigation of Mechanical Properties for Two Different Thickness of Press Fit Terminals
ÖZET
Otomotiv ve beyaz eşya endüstrilerinde kullanılan baskı devre kartlarında lehimleme yönteminin sorunları olan çevre koşullarına karşı kısa süreli dayanım, dalga lehim prosesinin daha maliyetli oluşu, PCB ile pek güvenilir olmayan bağlantılar nedeni ile Press Fit terminallerinin kullanımı ön plana çıkmıştır.
Press Fit terminalleri otomobillerde lehime göre daha güvenilir ve vibrasyonlara daha dayanıklı olmaları sayesinde öncelikli olarak ABS, araç denge ve güvenlik sistemleri, navigasyon ve medya bağlantıları, yağmur-ışık basınç sensörleri, elektronik kontrol üniteleri (ECUs) gibi bölgelerde kullanılmaktadır. Press Fit ürünlerinin en yaygın olarak kullanılanları 0,6 ve 0,8 mm kalınlığındaki ürünlerdir. Bu çalışma 0.6 ve 0.8 mm kalınlığındaki Press Fit terminallerine uygulanan elektriksel, fiziksel ve mekanik testleri içermektedir.
Anahtar kelimeler: Press Fit, Elektrolitik Kaplama, Takma Çıkma kuvvetleri, Kontak Direnci, Whisker
ABSTRACT
The use of Press Fit terminals has stood out due to the following reasons: the more costly wave soldering process, the unreliable connections with the PCB and the short-term resistance to environmental conditions which are the problems of the soldering method in the printed circuit boards used in the automotive and white goods industries.
Thanks to being more reliable and more resistant to vibrations than solder in cars, Press Fit terminals are primarily used in areas such as ABS, vehicle stability and security systems, navigation and media connections, rain-light pressure sensors, electronic control units (ECUs). The most used products of Press Fit are the products with thicknesses 0,6 and 0.8 mm. This study includes the electrical, physical, and mechanical tests applied to the terminals of Press Fit.
Keywords: Press Fit, Electroplating, Contact Resistance, Whisker, Pull In-Out Forces
1. Press Fit Tanıtımı
1960’lı yıllardan önce, yuvarlak PCB (Printed Circuit Board) deliklerine kare şekilli tel sargılar zorlanarak elektromekanik bağlantılar sağlanmaya çalışılmaktaydı. Kare şekilli tel sargıların evirilmesiyle birlikte Press Fit terminalleri ortaya çıkmıştır. 1970’li yılların sonlarından itibaren telekomünikasyon sektörü bu terminalleri büyük uygulamalarda kullanmaya başlamıştır.[1] Press Fit teknolojisinin geliştirilmesi ile 80’li yıllarda otomotiv endüstrisinde de yaygınlaşmıştır [2]. 2000’li yıllardan sonra ise havacılık sektöründe de kullanılmaya başlanmıştır [1]. Press Fit terminallerinin kullanımı 5G teknolojisinde de kritik bir rol oynamaktadır. Yeni tasarlanmış Press Fit’ler, yönlendirici, sunucu ve veri merkezi vb. gibi çeşitli yüksek hızlı yüksek frekanslı (HSHF) telekom/datacom uygulamalarında yaygın olarak kullanılmaktadır [3-7]. Yapılan patent araştırmaları göstermektedir ki Press Fit ile alakalı geçmişte birçok patent başvurusu bulunmaktadır.
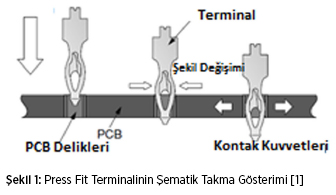
Son yıllarda terminallerinin kullanım alanlarının artması ve çalışma koşullarının farklılık göstermesiyle, farklı kompozit malzemelerle yapılan ve kaplanan terminallerin karakterizasyonlarının ve verimlerinin incelenmesine olan talep artmıştır. Terminallerin karakterizasyonları incelenirken en önemli kriter mekanik ve kimyasal etkilerden kaynaklanan elektriksel özellikleridir [8]. Analizi gerçekleştirilen elektriksel komponent, baskı devre kartı bağlantılarında daha güvenli elektromekanik bağlantılar oluşturmaktadır. En önemli faktör, Press Fit’lerin kullanıldığı PCB (Printed Circuit Board) delik çapından hassas toleranslarda daha büyük üretilmesidir ve Şekil 1’de gösterilmiştir [9]. Bu durum takma işlemi sırasında Press Fit’leri elastik deformasyona uğratarak PCB delik çeperlerine kuvvet uygulamasını sağlar. Uygulanan kuvvet ile mekanik kontak elde edilmiş olur. Mekanik bağlantı sayesinde sistemin elektriksel olarak iyi bir bağlantı sağlaması amaçlanmaktadır [2].
Press Fit PCB’ye oda sıcaklığında monte edilebilmektedir. Bu da ek sıcaklık ihtiyacı duyulan lehimleme sürecine göre Press Fit teknolojisini daha avantajlı hale getirmektedir [9].
2. Kullanılan Malzemeler
Proje kapsamında geliştirilen ürünler için CuSn6 hammaddesi kullanılmıştır. Malzemenin kimyasal kompozisyonu %6 kalay ve %94 bakırdan oluşmaktadır [9]. Kaplama malzemesi olarak nikel ve kalay kullanılmıştır. Nikel banyo nikel sülfat ve borik asit içermektedir [10]. Kalay banyosu ise kalay ve asit içermektedir. [11].
CuSn6 şerit malzemesi Hatko A.Ş tarafından Press Fit terminal haline presler ve kalıplarla getirilip sonra kendi bünyesinde bulunan kaplama hatlarında nikel üstü kalay ile kaplamıştır. Press Fit kaplama kalınlıkları ise; X-Ray kaplama kalınlığı ölçümü ile test edilip whisker testi ile de elyaf yapıların uzunlukları tespit edilmiştir. Bu çalışmada Press fit ürünleri takma – çıkma testlerine tabi tutulmuştur. Takma-çıkma testinin amacı, sıkıştırma boyunun ekseni doğrultusunda uygulanan kuvvetin neden olduğu mekanik zorlanmaya dayanma kabiliyetini değerlendirmektir. Bir terminalin elektriksel iletim özelliklerini ve kalitesini anlayabilmek için kontak direncinin ölçülmesi gereklidir ve temas yüzeyi ile ilişkilidir. Terminalin üzerindeki kaplama kalitesi ve hammaddesindeki saflık arttıkça, elektriksel iletimi ve kalitesi de daha artar [12]. Bu çalışma kapsamında Press Fit’de, sıcaklıkta meydana gelebilecek hızlı değişiklikler ve klimatik değişiklikler sonrası kontak dirençlerinde oluşan farklılıkları tespit edilip raporlanmıştır.
3. Tasarımsal Faaliyetler
Otomotiv endüstrisinde kullanılan Press Fit terminalleri şartnamesinde 4 farklı malzeme belirtilmiştir ve şirketimiz üretim koşularına en uygun olan CuSn6 malzemesini tercih edilmiştir. Buna bağlı olarak seçilen ‘’Eye of the Needle’’ geometrisindeki Press Fit terminalleri konu edilmiştir. Tasarım özellikleri dikkate alınarak malzemenin iki farklı kalınlıkta (0.6 ve 0.8 mm) prototip üretimi gerçekleştirilerek test ve analizler kıyaslanarak raporlanmıştır.
3. 1.Tasarım Parametreleri
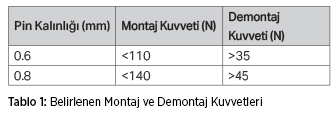
Geliştirilen Press Fit geometrik şekli nedeniyle elastik şekil değiştirebilme yeteneğine sahiptir. Press Fit teknolojisinde IEC 60352-5 standardı geçerlidir. IEC 60352-5 ve RoHS direktifleri yasal kriterlerdir. Gövde malzemesi olarak; CuSn6 malzemesi seçilmiştir. Pin kalınlığı olarak da 0.6 mm ve 0.8 mm değerleri için tasarımlar Solidworks yazılımı ile yapılmıştır. Press Fit pinlerin takılacağı PCB’lerin delik çapları da standartlara uygun tolerans aralıklarında 0.6 ve 0.8 mm kalınlıklı pinler için ayrı ayrı olarak tasarlanmıştır. Geliştirilen terminallerin mekanik olarak zorlanmalarını test etmek için uygulanan montaj ve demontaj kuvvetleri EN 60352-5 standardına göre aşağıdaki tabloya göre belirlenmiştir. 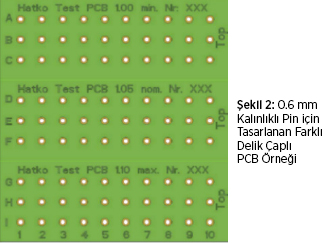
4. Press Fit Terminal Kalınlıklarına Uygun PCB (Print Circuit Board) Tasarımı
Test sırasında pinlerin takılacağı PCB’lerin temin edilebilmesi için standarda uygun ve alternatif oluşturabilecek şekilde farklı çaplı deliklere sahip PCB’ler bünyemizde tasarlanmıştır. İki farklı kalınlıktaki pinler için üç farklı delik çapına sahip PCB çizimleri tamamlandıktan sonra temini gerçekleştirilmiştir. 0,6 mm kalınlıktaki pin için; 1.00, 1.05 ve 1.10 mm delik çaplı PCB ve 0,8 mm kalınlıktaki pin için; 1.60, 1.65 ve1.70 mm delik çaplı PCB’ler test sırasında kullanılmıştır. Bu çalışmada farklı delik çaplarına sahip pinlerin A-I gruplarında tekrarlı olarak denemeleri yapılarak testler ve analizler gerçekleştirilmiştir.
5. Takma Çıkma Testi
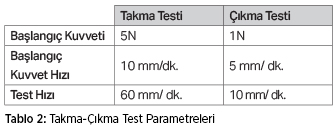
Prototip üretimleri yapılan pinlere EN 60352_5 standardına uygunluğunun kontrolü için takma-çıkma testleri Zwick Marka cihaz ile yapılmıştır. Standarda uygun takma- çıkma test parametreleri Tablo 2 ’de verilmiştir.
5. Takma Çıkma Testi
Prototip üretimleri yapılan pinlere EN 60352_5 standardına uygunluğunun kontrolü için takma-çıkma testleri Zwick Marka cihaz ile yapılmıştır. Standarda uygun takma- çıkma test parametreleri Tablo 2 ’de verilmiştir.
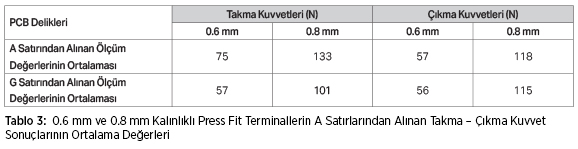
0,6 mm ve 0,8 mm kalınlıktaki numunelere 3’er farklı çapta delikli PCB‘lere 10’ar adet takma testi yapılarak toplamda 60 takma-çıkma testi sonucu elde edilmiştir ve PCB üzerinde 0.60 mm kalınlıklı pin için A ve G grup olarak isimlendirilen 1.00 ve 1.10 mm delik çapları, 0.8 mm kalınlıklı pin için A ve G grubu olarak isimlendirilen 1.60 ve 1.70 mm delik çapları kullanılarak elde edilen test sonuçlarının ortalama değerleri Tablo 3’te verilmiştir.
Yapılan tüm testlerde takma ve çıkma mukavemet değerleri standartta belirtilen aralıkta kalmıştır. Genel olarak, 0.6 mm kalınlıklı pinler 0.8 mm kalınlıklı pinlere göre daha düşük çıkma kuvvetlerine sahip oldukları görülmüştür. A ve G satırlarındaki farklılık ise A satırının G satırındaki PCB deliklerine göre daha küçük olarak tasarlanmasından kaynaklanmaktadır.
6. X-Ray Kaplama Kalınlığı Ölçümü
Terminaller nikel üstü kalay kaplanmıştır. TS 3290 /EN ISO 3868 standardına göre; kaplama kalınlıkları 1.5-2 mikrometre aralığında nikel kaplama ve 0.8-1.5 mikrometre aralığında ise kalay kaplama olmalıdır. Kaplama kalınlıkları Hatko A.Ş. bünyesinde bulunan Fischerscope XRAY XDV SDD ile ölçülmüştür. Test sonuçlarına göre prototip terminaller standarda uygun bulunmuştur.

7. Whisker (Kedi Bıyığı) Testi
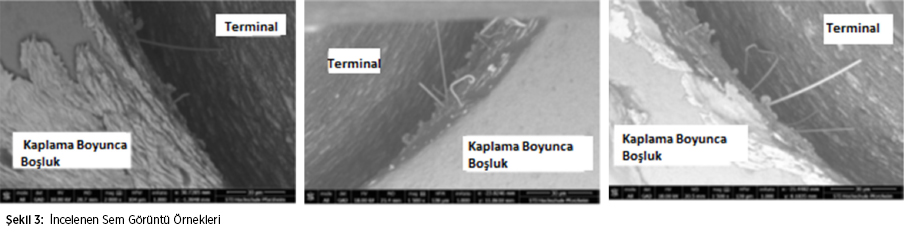
Kaplama sırasında oluşan whisker diye adlandırılan özellikle kalay kaplamada görülen saf kalay yüzeylerinden çıkan mikroskobik iletken elyaflar kaplama tekniğinde sorunlar oluşturmaktadır. Whisker elektrik akım yollarında gerçekleşerek, elektriksel komponentin takılı olduğu cihazın çalışmasını etkilemekte ve kısa devre, ark problemlerini de beraberinde getirmektedir. Ürünlerde whisker oluşumlarını gözlemleyebilmek için, IEC 60068-2-82- “Çevresel test yöntemi-Bölüm 2-82: Test XW1: Elektrikli / elektronik parçalar için whisker testi metodu” standardına uygun olarak Pforzheim STI’da test edilmiştir. Whisker testi sonrası ürünler, Taramalı Elektron Mikroskobu (SEM) altında incelenmiştir. Oluşan whisker yapıların 50 µm altında olması daha güvenli bir bağlantı elde edildiği anlamına gelmektedir. SEM görüntülemesi sırasında yapılan ölçümlerde numunelerde oluşan whisker yapılarının bu değerin altında kaldığı tespit edilmiştir. İlgili SEM görüntüleri Şekil 3‘de verilmiştir.
 8. İklimlendirme Testi
8. İklimlendirme Testi
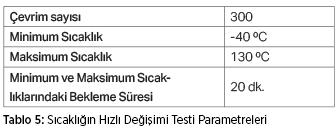
Bu test Baden Testzentrum test kuruluşunda yaptırılmıştır. Geliştirdiğimiz pinlere DIN EN 60068-2-14 standardına uygun sıcaklığın hızlı değişim testi ve DIN EN 60068-2-30 standardına uygun iklimlendirme dizisi testleri uygulanmıştır. 1802 Thermal shock test chamber VTH 7012 S2 (Vötsch), 1402 Climatic chamber WK11 180 (Weiss), Delphin ve ilgili ölçüm sensörleri kullanılmıştır.
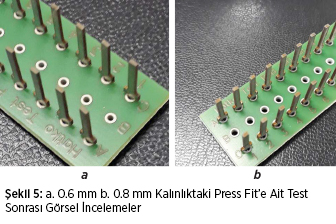
İklimlendirme dizisi testi, numune yüzeyinde yoğunlaştırılmış nem oluşumuyla birlikte, döngüsel sıcaklık değişimleri ile yüksek nem koşullarında kullanım için ürünlerin uygunluğunun belirlenmesi için uygulanmaktadır. Yüksek bağıl nemi muhafaza eden bir veya birkaç döngüden oluşmaktadır. Her iki testin sonucunda da ürünlerdeki deformasyonu tespit etmek amacıyla ürünlere görsel inceleme yapılmıştır ve numunelerde olumsuz bir durum gözlemlenmemiştir. İlgili görseller Şekil 5’te verilmiştir.
 9. Elektriksel Kontak Direnci
9. Elektriksel Kontak Direnci
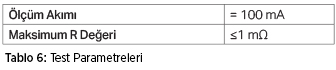
Proje kapsamında geliştirilen pinlere mekanik testler sonrasında “IEC 60352-5 Elektronik cihazlar için bağlayıcılar-Deneyler ve ölçmeler-Bölüm 2-1: Elektriksel süreklilik ve kontak direnci deney metodu’’ gereğince kontak direnci testleri uygulanmıştır. 0.6 mm ve 0.8 mm kalınlıktaki pinlerin PCB ’lerdeki kontak dirençleri hassasiyeti 0,01 miliohm GW GOM-805 miliohmmetre ile ölçülmüştür. Kontak dirençleri iklimlendirme testleri öncesinde (R0) ve sonrasında (sıcaklığın hızlı değişim testi sonrası-R1 ve klimatik testi sonrası-R2) ölçülmüştür.
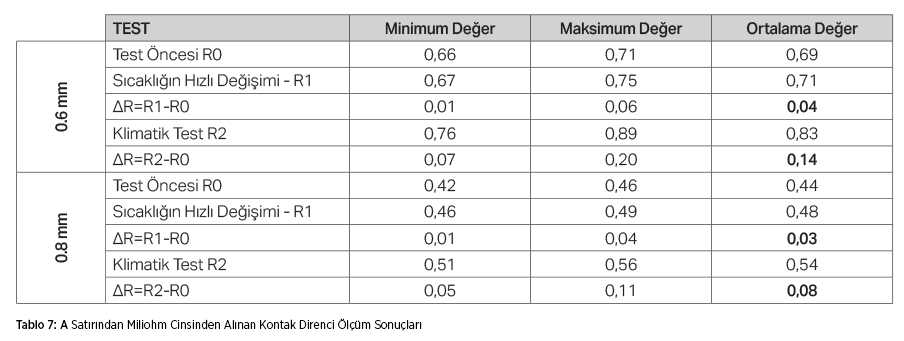
İlgili standarda göre her iki test sonrasında, kontak direncinin en büyük değişiminin (ΔR değerinin) 0,5 mΩ dan daha az olması gerekmektedir. Şayet, ölçülen elektriksel kontak direncin değeri yüksek çıkarsa, Press Fit terminallerinde ısı birikmesine sebep olarak, ilave tehlikelere yol açılabilmektedir. A satırından alınan ölçüm sonuçları Tablo 7’de verilmiştir.
Sıcaklığın hızlı değişimi ve klimatik testi sonrasında ölçülen kontak direnci sonucundan hesaplanan ΔR değerlerinin 0,5 mΩ’dan değerinden daha düşük olduğu belirlenmiştir.
 10. Sonuç ve Tartışmalar
10. Sonuç ve Tartışmalar
Gerçekleştirilen çalışmada aşağıdaki sonuçlar elde edilmiştir:
- Geliştirilen Press fit ürünlerine uygulanan mekanik zorlanmaya dayanma kabiliyetinin değerlendirilmesi için gerekli olan takma- çıkma testlerinin sonucunda IEC 60352-5 ve RoHS direktiflerine uygun sonuçlar elde edilmiştir.
- Her iki kalınlıklı Press Fit içinde uygulanan nikel üstü kalay kaplama kalınlıkları tolerans aralıklarında ve kalay kaplamada görülen kedi bıyığı oluşumları ise 50 mikrometre uzunluğun altında kaldığı tespit edilmiştir.
- Sıcaklığın hızlı değişimi ve klimatik testi sonrasında ölçülen kontak direnci sonucundan hesaplanan ΔR değerlerinin 0,5 mΩ’dan değerinden daha düşük olduğu belirlenmiştir.
11. Bilgilendirme
Bu çalışma, Hatko Teknik Donanımlar Müm. ve Tic. A.Ş. tarafından 1501 TÜBİTAK Projesi (Proje No : 3170300) kapsamında başarıyla tamamlandıktan sonra, projemizin seri üretime geçirilmesi amacıyla KOSGEB Teknoyatırım programı kapsamında desteklenmiştir. İklimlendirme testleri için Baden Testzentrum test merkezine, Whisker testi için Pforzheim STI’a ve son olarak yardımlarını esirgemeyen Hatko Ailesindeki tüm çalışanlara teşekkür ederiz.
12. Referanslar
1. Sauveplane J.B., Mindreci G.B.,‘’Connector Press-Fit Technology for space-flight applications’’, ESA/ESTEC, Noordwijk, The Netherlands, 12-14 October 2016
2. Mattsson J., Callies T., Kerckhof B.,’’ Press-Fit Technology’’ Te Automotive, White Paper, July 2014
3. He F., Cao S., Chan D., Li C., Tong G., Yee D., Cao X., Lehman J., ‘’Press-Fit Whisker And Its Growth Contrıbutıng Factors-Part I’’ 2019 China Semiconductor Technology International Conference (CSTIC), March 2019, DOI:10.1109/CSTIC.2019.8755785
4. Nomura Y., Saitoh Y., Furukawa K., Minami Y., Horiuchi K., Hattori Y., ‘’Press-fit Connector for Automobile ECUs’’ Electrical Contacts - 2006. Proceedings of the 52nd IEEE Holm Conference on Electrical Contacts, Montreal, QC, Canada
5. F. He, A. Fung, C. Li, D. Chan, D. Yip, D. Yee, et al., “Studies of tin whisker growth under high external pressure,” in 2017 12th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), 2017, pp. 102-106.
6. J. Mattsson, T. Callies and B. Kerckhof. (August 10, 2017). Press-fit Technology. Available: http://www.google.com.hk/url?sa=t&rct=j&q=&esrc=s&source=web&cd=3&cad=rja&uact=8&ved=0ahUKEwinx9XL8MvVAhXnilQKHaqNA2EQFgg9MAI&url=http%3A%2F%2Fwww.te.com%2Fcontent%2Fdam%2Fte-com%2Fdocuments%2Fautomotive%2Fglobal%2Fwhitepaper-pressfit-072014.pdf&usg=AFQjCNFxfzjp-hDWWybb-ohfuRv_xuivuQ
7. H.-P. Tranitz and S. Dunker. (September 19, 2018). Growth Mechanisms of Tin Whiskers at Press-in Technology. Available: http://rohs.exemptions.oeko.info/fileadmin/user_upload/RoHS_VIII/Request_18a/20130215_Article_Continental_AG_Contribution_RoHS_exemption_request_18a.pdf
8. Nomura Y., Saitoh Y., Furukawa K., Minami Y., Horiuchi K., Hattori Y., ‘’Development of Press-fit Connector for Automobile Applications’’, SEI TECHNICAL REVIEW, Number 63, ss. 33, December 2006
9. https://www.wieland.com/content/download/9658/file/B16_RP_EN.pdf
10. MacDermid Enthone Lectronic 1003 Technical Data Sheet, 29 Nisan 2019
11. MacDermid Enthone Stannostar HMM2 Technical Data Sheet, 7 Ocak 2005
12. LIU M., ‘’A New Method for Measuring Contact Resistance’’ Beijing Orient Institute of Measurement & Test Chinese Academy of Space Technology