
Alternatıve Coolıng Fluıds Used For Surface Grındıng
Yrd. Doç. Dr. Senai YALÇINKAYA, syalcinkaya@marmara.edu.tr
Marmara Üniversitesi, Teknoloji Fakültesi, Makine Mühendisliği, İstanbul, TÜRKİYE
ÖZET
Malzemelerin yüzey taşlama işleminde kullanılan farklı soğutma sıvılarının gelişimi, metal işleme tekniklerinin gelişimi, makine dizaynı ve kesici takım malzemelerindeki gelişmeler ile paralellik göstermiştir. Talaş kaldırma anında sürtünmeden dolayı taşlama taşı ile iş parçası arasında ısı meydana gelir. Bu ısı, işlenen parçanın hassas olarak taşlanmasına engel teşkil eder. Taş seçiminde olduğu gibi taşlama sıvıları da, taşlanacak parçanın cinsi ile taşlama taşının özelliğine uygun olarak seçilmelidir. Soğutma yağları yeni nesil taşlama sıvıları üretim maliyetinin yanısıra işletmelerin verimlilik artışına da önemli katkılar sağlar. Sanayide verimliliğin artırılması özellikle metal endüstrisinde çok büyük önem arz eder. Başarılı AR-GE çalışmaları neticesinde laboratuvar deneylerinde ve demir-çelik endüstrisinde taşlama işleminde yapılan saha testlerinde alınan olumlu sonuçlar, taşlama sıvılarının enerji verimliliğine katkısı tartışılmaz.
Anahtar kelimeler: Yüzey Taşlama, Soğutma Sıvısı, Taşlama Taşı, Sürtünme Yüzeyi, Isı Oluşumu, Süpürme.
ABSTRACT
The development of different coolant used in surface grinding of materials, the development of metal processing techniques, has paralleled in machine design and cutting tool materials improvements.Due to friction in metal removal process,between grinding stone and workpiece occur heat.This heat constitute impediment to grinding as precision for proccessed workpiece. As stone in selection also grinding fluids,must be selected grinding type of material with grinding of stones. Cooling oils provide to contribution productivity growth in enterprises as well as the new generation of grinding fluids production costs. İncreasing productivity in industry ,especially ıt supply important in metal ındustry. After succesfull research and development studies, grinding process ın laborotory experiments and ıron-steel ındustry is made by grinding process and taking positive the fields test ,energy effiency of grinding fluids contribution can not discuss.
Keywords: Surface Grinding Coolant, Grinding Stone, Surface Friction, Heat Formation, sweeping.
Giriş
Taşlama işlemi, iş parçalarının istenilen şekil, ölçü ve ölçü toleranslarında elde edilmesini sağlayan önemli bir imalat yöntemidir. Bu yöntem iş parçalarının özellikle diğer işleme yöntemleriyle (tornalama, frezeleme vb.) yeterli tamlıkta ve yüzey kalitesinde üretilemediği durumlarda kullanılmaktadır[1]. Doğrudan mekanik etki ile kullanılan bu sert cisimler ‘‘aşındırıcılar’’, teknolojinin gelişimine paralel olarak aşındırıcı ve aşındırma işlemi de gelişme kaydetmiştir. Yüzey bütünlüğü; bitirme yüzeyi, metalürjik hasar ve kalıcı gerilmeler gibi yüzeylerin kalitesiyle ilgili bütün yönleri kapsamaktadır. Bitirme yüzeyi işlenen yüzeyin kalitesiyle ilgilidir [2]. Ölçme aletleri, kızak ve kayıtlar, miller, dişli çarklar, merdane ve yatak bilezikleri gibi birçok makine parçasının yüzey özelliklerinin iyi olması zorunludur [3]. Talaş kaldırma sırasında kullanılan sıvıların başlıca amacı, soğutma ve yağlamadır. Sıvıların soğutma fonksiyonlarını iyi bir şekilde yapabilmeleri için yüksek ısı iletme kabiliyetine ve yüksek özgül ısıya sahip olmaları gerekir. Yağlama görevini yerine getirebilmeleri için de, sürtünme yüzeylerinde birkaç molekül kalınlığında, yapışmış bir sıvı tabakası oluşturmaları gerekir. Sıvıların bu özelliğine ıslatma kabiliyeti (oiliness) denir. [4]. Bu olayda sıvının kimyasal yapısı önem taşır.
2. Soğutma Sıvılarından İstenen Özellikler
Bugün çeşitli sıvıların taşlama tezgahlarında soğutma aracı olarak kullanıldığı görülmektedir [5]. Bu nedenle; bir taşlama sıvısının, kaliteli bir taşlama işleminin yerine getirilebilmesi için ortaya koyması gereken şartlar şunlardır;
1. İnsan sağlığına zarar vermemeli, insan cildini tahriş etmemelidir.
2. Soğutma etkisini kısa zamanda göstermeli.
3. Uygun bir yağlama özelliği bulunmalı.
4. Mümkün olduğu kadar berrak olmalı.
5. Soğutma sıvısı taşlama taşını birleştirme aracını etkilememeli.
6. Soğutma sıvısı kısa zamanda bozulmamalı.
7. Köpüklenme özelliği yok denilebilecek kadar az veya hiç olmamalı.
8. Pas ve korozyona sebep olmamalı.
9. Yüzey kalitesinin temiz çıkmasına yardımcı olmalı.
10. Sakızlanma veya sıvı çamur oluşturma özelliği olmamalı.
11. Soğutma sıvısının hazırlanışı kısa zamanda olmalı.
12. İnsan solunumunu, ortamın havasını bozmamalı.
13. Isınmaya karşı direnci yüksek olmalı.
14. Ucuz ve ihtiyaç duyulduğunda piyasada bulunabilir cinsten olmalı [6].

3. Soğutma Sıvılarının Çeşitleri ve Özellikleri
Taşlama sıvıları çalışma sırasında istenilen performansları elde edebilmek için değişik özelliklerde formüle edilmişlerdir[3-5-11-12]. Bunlar;
1) TRANSPARENT A; Su ile şeffaf emülsiyon oluşturan, tam sentetik taşlama sıvısıdır. Emülsiyonu renksiz ve şeffaf olduğundan, taşlama operasyonu sırasında parça yüzeyini görsel olarak izleme imkanı sağlar. Üstün temizleme özelliğinden dolayı taşlamada temiz bir yüzey elde edilir, taş parçaları ve diğer çapaklar depoya taşındığından tezgahın temiz kalmasını sağlar. Korozyonu önler ve bakteri, mantar – maya üremesini minimumda tutar.
2) RENOL SF 3/BM; Su ile flüoresanlı emülsiyon oluşturan, tam sentetik taşlama sıvısıdır. Emülsiyonu şeffaf olduğundan, taşlama operasyonu sırasında parça yüzeyini görsel olarak izleme imkanı sağlar. Üstün temizleme özelliğinden dolayı taşlamada temiz bir yüzey elde edilir, taş parçaları ve diğer çapaklar depoya taşındığından tezgahın temiz kalmasını sağlar. Korozyona karşı koruması yüksektir ve bakteri, mantar – maya üremesini minimumda tutar[6].
3) RENOL EP–50; Sentetik esaslı bir taşlama ve taşlı imalat sıvısı olup; su ile emülsiyonu renksiz ve tam şeffaf olduğu için, taşlama operasyonu problemsiz gerçekleştirilir. İşlenen parçayı ve tezgahı uzun süre korozyona karşı korur. Paso almada yüksek performans sağlayarak temiz yüzey elde edilmesini sağlar. Taş gözeneklerinin dolmasına mani olur, böylece taş çapak bağlamaz, taşın körleşmesi gecikir, ömrü uzar.
4) GENERAX 85; Su ile şeffaf emülsiyon meydana getiren yarı sentetik bir soğutma sıvısıdır, aşırı yükün mevcut olmadığı, özellikle yıkama özelliğinin istenildiği, taşlama sektöründe başarı ile kullanılır. Bu durum tezgah ve parça yüzeyinin temiz kalmasını sağlar. İçeriği katıklar sayesinde bakteri ve mantar-maya oluşumunu minimumda tutar. pH değeri ayarlı olduğundan insan cildine zararı yoktur.
5) GENERAX ULTRA; Çelik, döküm alaşımların işlenmesinde kullanılan su ile emülsifiye olabilen, uzun ömürlü, yarı sentetik soğutma sıvısıdır. Sert sularla beraber çalışabildiği gibi, parçayı ve tezgahı ihtiva ettiği katıklar sayesinde çok iyi yıkar ve aynı zamanda korozyona karşı korur. pH değerleri ayarlı olduğundan cilde zarar vermez.
6) GENERAX ULTRA EP; Çelik döküm ve alüminyum alaşımların işlenmesinde kullanılan, su ile emülsifiye olabilen, uzun ömürlü, zor operasyonları başarıyla yapabilen yarı sentetik soğutma sıvısıdır. Sert sularla beraber çalışabildiği gibi, parçayı ve tezgahı ihtiva ettiği katıklar sayesinde çok iyi yıkar ve aynı zamanda korozyona karşı korur. Özel katıkları sayesinde yüksek basınca ve ısıya direnç göstererek en zor şartlarda dahi başarı ile kullanılır
[7].
7) GENERAX URS; Suyla karışabilen, çelik, döküm veya alüminyum alaşımlı sert malzemelerin işlenmesinde kullanılabilen yarı sentetik bir soğutma sıvısıdır. İçerdiği EP katkılarının sayesinde zor operasyonlarda olumlu sonuç verir. pH ayarlı olduğundan, cilde zarar vermez.
8) GENERAX U/Y; Özellikle çelik ve dökümde kullanılan, su ile karışabilen, uzun ömürlü, yarı sentetik bir yağdır. Üstün yıkama özelliği sayesinde, kirlilikleri filtreye taşır, emülsiyonun renk değiştirmesini engeller ve emülsiyon ömrünü uzatır. Çok sert sularda dahi başarı ile kullanılır. pH değeri ayarlı olduğundan cilde zarar vermez [7].
9) GENERAX SE; Su ile karışan yarı sentetik, mineral yağ ihtiva etmeyen bitkisel esaslı bir soğutma yağıdır. Yarı sentetik özelliği hazırlanmasından kullanılan self-emulsiable tipi esterlerden kaynaklanmakta olup çevre dostu bir üründür. Yıkama gücü yüksek, özel yağlamayı sağlayan esterler ve bakteri üremesini belli seviyede tutan katıklar ihtiva eder. Çok iyi yıkama özelliğinden dolayı tezgahları temiz tutar, sızıntı yağları bünyesine almaz ve malzemeyi uzun süre korozyona karşı korur [8].
10) BORTEX 622; Mineral esaslı metal işleme-soğutma sıvısıdır. Su ile karıştırıldığında son derece stabil ve sütlü emilsiyon oluşturan, çok amaçlı kullanıma uygun, konvansiyonel, taşlama sıvısıdır. Çeşitli metal ve metal alaşımlarının taşlama işleminde kullanım alanlarına sahiptir [9].
11) DENİZ SUYU; son derece stabil kullanım alanına sahiptir. Silme, yıkama, süpürme işleminde kullanılır. Korozif özelliği nedeni ile demir ve demir alaşımlarında kullanılması tavsiye edilmez [13].
12) SABUNLU SU; Suda çözülebilen sabun ile su karışımı bir soğutma aracıdır. Soğutma sıvısı olarak kullanılan sabunlu suyun çok köpüklenmesi, bileşiminde yabancı madde taşıması ve aynı zamanda taşlanan parçayı kaygan yapması yönünden kullanılması tavsiye edilmez.
13) SODYUM KARBONATLI (SODALI) SU; Soda ile su karışımı bir soğutma aracıdır. Taşlanan parçanın paslanmasını önler, taşlama direncini azaltır, ayrıca çıkan talaş ve tozları tortu halinde soğutma sıvısından ayırarak dibe çökmesini sağlar. Ancak sodalı su, tezgahın boyasını söker, çalışan insanın el ve gözlerini tahriş eder. Bakalit, şellak ve silikat birleştirme araçlı taşların kesici tanelerinin kısa zamanda dökülmesine sebep olur. Yağlama özelliği yok denecek kadar azdır. Daha çok döküm parçaların taşlanmasında kullanılan bu soğutma aracı, taşlama süresince taşın gözeneklerinin dolmasını önler ve taşa iyi bir kesme özelliği kazandırır. Yukarıda belirtilen sakıncılarından dolayı taşlama işlemi bitince taş, boşta bir kaç dakika çalıştırılıp taş yüzeyindeki su zerreciklerini taştan ayrılması sağlanmalıdır.
14) SUDA ÇÖZÜLEBİLEN (BOR YAĞI) YAĞLAR; Bu soğutma araçları suda çözülebilen yağlardır [8]. Ancak suyun sertliği ve diğer özellikleri göz önüne alınarak su içerisine ilave edilen suda çözülebilen yağ, su ile sürekli karıştırılır ve karışım üzerinde yağ kabarcıkları oluştuğu an yağ ilavesi kesilmelidir. Piyasada bor yağı olarak bilenen bu soğutma aracı, bilhassa çelik parçaların taşlanmasında iyi bir sonuç vermekte ve taşlanan parça üzerinde çok ince bir yağ tabakası oluşturduğundan paslanmayı önlemektedir.
15) TAŞLAMA İŞLEMİNDE KULLANILAN SODA BİLEŞİKLERİ; Bu bileşimi oluşturan karışımlardan birini soda sabunu diğerini ise potas sabunu teşkil etmektedir. Bu karışımın % 15-20- sini sabun, % 40 ını mineral yağı ve geri kalanını da su oluşturmaktadır. Elde edilen bu karışım, yine belli oranda su ile karıştırılarak soğutma amacı ile kullanılır [9].
16) MADENİ YAĞLAR; Soğutma sıvısı olarak kullanılan madeni yağlar genellikle vida ve benzeri işlerin taşlanmasında kullanılır. Yağlama özelliği çok fazla olduğu için taşlama süresince taş baskısı oldukça az olmalıdır. Vida ve benzeri profil taşlamada kullanılan bu soğutma sıvısı sayesinde bilhassa bitirme işlemlerinde taş profillerini kısa zamanda bozulmayışı ve bilemenin fazla olmayışı nedeniyle, taşın ömrü uzamış olacak ve aynı zamanda taşlanan parçada istenilen profilde taşlama işlemi gerçekleşmiş olacaktır [12].
17) YAPAY SOĞUTMA SIVILARI; Bu soğutma sıvısı yeni olup daha önce belirtilen soğutma sıvılarının bir benzeridir. Bu soğutma sıvısı sabun veya bir çeşit makina yağı emülsiyonudur. Şeffaf değildir ve çoğu kez emülsiyon yerine % 50-60 oranında su bulunan çözülen cinsten bir soğutma aracıdır. Bu soğutma sıvısının yağlama özelliği çok zayıftır.
18) HAVA İLE SOĞUTMA; Kuru olarak taşlanması gereken veya bilenen parçalar hava ile soğutulur. Hava ile soğutmada ayrıca bir hava akımı meydana getirmeye gerek yoktur. Çünkü taşın dönüşü ile meydana gelen hava akımı taşın sürtünme yüzeyini ve işi bir miktar soğutmaktadır. Ancak çıkan talaşların etrafa yayılmasını önlemek için tezgah üzerine bir aspiratör ilave edilir. Kuru taşlama, en çok alet bileme tezgahlarında seri çelik kesici aletlerin bilenmesinde uygulanır. [12].

Şekil 3-4. Şekil 3-4. Taksan TYT-400 Düzlem Taşlama Tezgahında Renol EP/50 Kesme Soğutma sıvısı ile Süpürme işlemi [13].
4. Su ile Karışabilen Taşlama İşlemi Sıvıları
1) Synsol; Su ile son derece stabil süt emülsiyon meydana getiren işlemde taşlama, frezeleme, delme, tornalama, testere ve soğuk kesme işlemlerinde kullanılır. Pas ve bakteri oluşumuna karşı kuvvetlendirilmiş bir bor yağıdır.
2) Synsol AL/CU; Süt görünümlü makro emülsiyon bor yağıdır. Son derece stabil olup alüminyum alaşımları ve bakırın işlenmesinde korozyon ve leke önleyici özel katkı maddeleri ihtiva eder.
3) Primol H; Koyu renkli, daha çok sirkülasyonlu sistemlerde kullanılmak üzere formüle edilmiş, son derece stabil ve emülsiyonun bozulmasına karşı biyositlerle takviye edilmiş bir üründür.
4) Primol BF; Boron-free teknolojisiyle üretilmiş, sentetik korozyon önleyici paketi ihtiva eden, Avrupa Birliği ve REACH normlarında üretilmiş üstün performanslı suda çözünebilen bir metal işleme ve taşlama sıvısıdır. Borik asit kesinlikle içermez.
5) Syncut 2100; Çelik döküm, alüminyum alaşımları, bakır ve alaşımlarının tüm işlemlerinde kullanılan, stabil ve opak emülsiyon oluşturan, pas önleyici, biyostatik, yarı sentetik bir soğutma sıvısıdır.
6) Syncut K2; Genel kullanım amaçlı, çok kuvvetli biyosit ve fungusitlerle takviye edilmiş, yarı sentetik, şeffaf yeşil renkte bir taşlama,kesme ve soğutma sıvısıdır. Deterjan katıkları sayesinde tezgahı temizler, üstün yağlama özelliği dolayısı ile kesici takımların ömrünü artırır.
7) Syncut SD; Çok kuvvetli bir pas önleyici paketle takviye edilmiş, sentetik kaydırıcılarla kuvvetlendirilmiş biyostatik uzun ömürlü ve suda çözünebilen bir üründür. Klor, DEA, Nitrit, Hexahidrotriazin ve Formaldehit içermez. Stero döküm için idealdir.
8) LG 7050; Çok çeşitli sertlikteki sular ile uyumlu olarak geliştirilmiştir. Yarı saydam emülsiyon veren, köpürmeye karşı yüksek dirençli bir soğutma ve kesme sıvısıdır.
9) LG 7016; Yarı sentetik, opak emülsiyon veren, % 40’ın üzerinde madeni yağ ihtiva eden, her türlü metal işleme prosesinde kullanılabilecek üniversal bir taşlama ve kesme yağıdır. Biyolojik kararlılığa sahip katık teknolojisi sayesinde çok uzun süre servis verir. Sülfürize ester EP katıklarıyla kuvvetlendirmiştir. İçeriğinde ilave kaydırıcı olarak sentetik esterler içeren SE versiyonu ve zorlu işlemler için özel olan HD versiyonu mevcuttur.
10) LG 500; Çok amaçlı, mineral yağ muhtevası yüksek, süt emülsiyon yapan yarı sentetik taşlama, kesme ve soğutma sıvısı olup, içerdiği sentetik esterler ve EP katkıları sayesinde yağlama özellikleri mükemmeldir. Alüminyum
ve çelik alaşımlarının tüm işlemleri için geliştirilmiştir.
11) LG 1000 EP; Su ile karıştığında süt emülsiyon yapan, çok yüksek oranda aşırı basınç katıklarıyla güçlendirilmiş bir metal işleme hassas taşlama ve derin çekme yağıdır. En zorlu işlemler için olan HD versiyonu da mevcuttur. [11].
5. Geliştirilmiş Taşlama Sıvıları
1) GR 1500; Pas önleyici inorganik karışımların su ile oluşturduğu tamamen şeffaf, özellikle yüzey ve silindirik taşlamada kullanılan, çok düşük su ile karışım oranlarında bile pas yapmayan, sentetik bir sıvıdır.
2) NF 1500; Çelik ve döküm metallerin taşlanmasında, ayrıca talaş kaldırma işlemlerinde su ile karıştırılarak kullanılan tamamen saydam, sentetik, uzun süre dayanıklı, biyostatik bir taşlama sıvısıdır.
3) LG 9000; Düşük konsantrasyonlarda dahi mükemmel korozyon önleme yeteneğine ve biyolojik kararlılığa sahip tam sentetik taşlama sıvısıdır. Geniş bir malzeme yelpazesinin özellikle hatasız yüzey ve silindirik taşlama işlemlerinde kullanılmak üzere geliştirilmiştir. Ayrıca merkezi soğutma sistemlerinde kullanılmak üzere formüle edilmiş köpürme yapmayan bir üründür. [12].
6. Taşlama İşlemi̇ İçin Kullanılan Suda Çözünebilen Özel Sıvılar
1) Oleosol; Madeni yağ oranı çok yüksek, su ile karıștığı zaman son derece dayanıklı emülsiyon veren, bakteri olușumuna mukavim, pas koruma özelliği çok yüksek bir soğutma yağı olup bazı tatbikatlarda kalıp ayırıcı yağ olarakta kullanılabilir.
2) Viscool 190; Tüm metal ișlemlerinde, hidrolik sistemlerde, boru imalatlarında ve sirkülasyonlu sulu sistemlerde antikorozif sıvı olarak kullanılan tam sentetik, yüksek yağlama etkili, biyostatik bir soğutma sıvısıdır.
3) Synthol 3M; Pas koruma özelliği çok üstün, bakterilere son derece dayanıklı, saydam genel bir taşlama sıvısıdır.
4) Synthol EP 500; Yüksek basınç katkı maddeleriyle takviye edilmiş özel bir taşlama sıvısıdır. Ayrıca derin çekme ve presleme işlemlerinde kullanılabilir.
5) SP 30; Korozyon önleme özelliğine sahip su bazlı antikorozif bir test sıvısıdır. Su ile her oranda karışabilir. [12].
7. Taşlama Soğutucu Sıvısı Yardımcı Kimyasallar
1) Visbac; Metal işleme emülsiyonlarının dezenfekte edilmesinde kullanılan, bakteri oluşumunu, bakteri çoğalmasını, mantar ve maya gibi istenmeyen oluşumları engelleyen bir bakterisit paketidir [11].
2) pH Mod; Mikroorganizmalar ve dış etkenler nedeniyle pH’ı kritik seviyelere gelmiş soğutma sıvılarının pH değerlerini yükseltmekte kullanılır.
3) Defoamer; Soğutma sıvılarının köpürmesini engelleyen özel bir köpük önleyici katkı maddesidir. İhtiyaç halinde katkı maddesi olarak kullanılır.
4) Tool Cleaner; Soğutma sıvılarının kullanıldığı tezgahların ve sirkülasyon sistemlerinin kirlenmiș emülsiyonlarına temiz yağ konulmadan önce karıștırılan ve bu șekilde sistemi bakterilerden temizleyip yeni yüzey ve silindirik taşlama, metal işleme sıvısına hazırlayan bir temizleyici pakettir.
5) Baksid 99; Taşlama sıvısı emülsiyonlarının dezenfekte edilmesinde kullanılan, bakteri oluşumunu, çoğalmasını, mantar maya gibi istenmeyen oluşumları engelleyen bir bakterisit dezenfekte paketidir. [12].
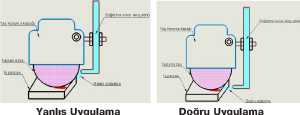
8. Çalışmada Soğutma Sıvısının Taş Yüzeyine Akım Şekli
Soğutma sıvısı normal basınçta ve taş yüzeyini kapsayacak şekilde akıtılmalıdır (Şekil 5-6). Filtreden geçirilmemiş olan soğutma sıvısının neden olduğu, taşlanan yüzeyde çizikler oluşur. Bu nedenle oluşan çizikler önlenmelidir.
Taş bilendikten sonra koruyucu kapakların tam anlamıyla temizlenmiş olması gereklidir. Bileme sonrası tezgah tabla üzerindeki taş tozu parçacıkları, sakızlayıcı cinsten soğutma sıvısının kullanılması, taşın bilenmesinde kullanılan elmas ucun körlenmiş olması problem teşkil eder. Taş gözeneklerinin dolu olması nedeniyle doğabilecek hatalar ve soğutma sıvısının uygun şekilde kullanılmaması ile oluşan problemler mutlaka giderilmelidir [3]. Şekil 7 ve 8 ‘da silindirik taşlamada iş parçası ve taşlama taşı üzerine uygun şekilde, düzenli bir soğutma ve süpürme işlemi gerçekleşmektedir.
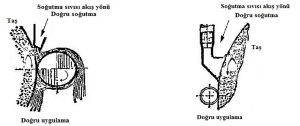
Şekil 7-8. Silindirik Olarak Taşlanan parçanın Soğutma sıvısı
Soğutma ve süpürme işlemi, çalışma esnasında uygun mesafeden verilmezse ve sıvının akış hızı yüksek olursa sıçramalara sebebiyet verir. Böyle durumlarda soğutma ve süpürme işlemi tam gerçekleşmez.Tazyik nedeni ile sıvı taş ve iş parçası yüzeyini sarmadığı için uygun olmayan şekilde akar gider. Bu durum hatalı bir uygulamadır [3]. Şekil 7-8’de taşlanan parçanın soğutma sıvısı normal basınçta olmadığı içinişlemede taş yüzeyinde hatalı durumu görülmektedir.
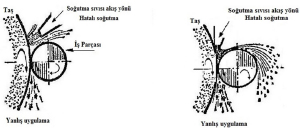
Şekil 9-10. Silindirik Olarak Taşlanan parçanın Soğutma sıvısı normal basınçta değil ve taş yüzeyinde dağınık şekilde hatalı akıtılmaktadır.
9. Soğutma Sıvılarının Temizlenmesi
Taşlama tezgahlarında kullanılan soğutma sıvıları tezgah çalıştığı sürece süpürme ile biriktirmiş olduğu taş tozları ve topladığı talaşlardan arındırılmalıdır. Aşındırma işlemi, sıvının su tankına dönüş yolunda süpürme gerçekleşir. Sözgeç ile ön tankta ilk sözme işlemi gerçekleşir. Daha sonra mıknatıs silindirinden metal tozlarının ayrıştırılması ve suyun tanka ulaşımı şeklinde gerçekleşir. Bu şekilde bir arındırma olmadığı sürece soğutma sıvısının kısa zamanda bozulması ve özelliğini kaybetmesi mümkündür. Özelliğini kaybeden soğutma sıvısı taşlanan parçanın yüzey kalitesini bozar, taş gözeneklerinin dolmasına ve benzeri sakıncalara yol açar[11]. Şekil 11-12. Taşlama tezgahında soğutma sıvısının kabuk bağlaması, mantar-maya ve bozulması durumu görülmektedir [3].
Soğutma sıvıları pek çok yöntemlerle temizlenmektedir. Bu temizleme, soğutma sıvısının tam anlamıyla temizlendiğini hiç bir zaman belirtmez. Ancak kirlenme süresini uzatır. [13]. Taşlamada kullanılan temizleme yöntemleri şunlardır;
1.Dinlendirme yöntemiyle temizleme: Tekne içerisinde soğutma sıvısı, dinlendirilerek veya tekne içerisindeki kademeli bölmelerden geçirilerek pompa yardımıyla taşlamanın yapıldığı kısma ulaştırılır.Böylece soğutma sıvısı dinlendirilmiş olarak geri gelmektedir.
2.Süzgeçle Temizleme: Bu tip temizleme yöntemi filitreli temizleme yöntemi ile karıştırılmamalıdır.Taşlama tezgahından gelen soğutma sıvısı süzgeçten geçtikten sonra pompa ile tekrar geri basılmaktadır.Genellikle büyük talaşların oluştuğu taşlama tezgahlarında kullanılır.
3.Savurma Yöntemiyle Temizleme: Soğutma sıvısı içerisindeki katı maddelerin hafif ve soğutma sıvısı akış hızının az olduğu yerlerde kullanılır.
4.Mıknatıslarla Temizleme: Soğutma teknesi içerisine yerleştirilen mıknatıslarla, demir ve benzeri parça talaşları soğutma sıvısı içerisinden alınır.
5.Filitre İle Temizleme: En az üç kademeli filitre tekne içerisine yerleştirilir ve devamlı dolaştırılan soğutma sıvısı bu filitrelerden geçirilerek pompa yardımıyla tezgaha iletilir.
6.Yüzdürme İle Temizleme: Genellikle merkezi sisteme bağlı çok sayıda tezgahların tek tip soğutma sıvısının temizlenmesinde çok kullanılan bir yöntemdir.Burada metal tozları soğutma sıvısı içerisinden yüzdürerek geçirilir ve ayrılır.
7.Karışık Temizleme: Yukarıda belirtilen sistemlerin karışımını oluşturan bir başka temizleme yöntemiyle soğutma sıvıları temizlenmektedir.

Şekil 11-12. Taşlama Tezgahında soğutma sıvısının kabuk bağlaması ve bozulması durumu.
10. Sonuç
Yaptığım çalışmalar;Yüzey ve silindirik taşlamada kullanılan soğutma ve süpürme sıvılarının performans ve iş verimliliğinin artırılmasında etkisinin çok büyük olduğunu göstermiştir. Bunun için sürekli yeni araştırma çalışmaları yapılmalıdır. Kullanılan doğru sistemlerde oluşan üretim kayıplarını en aza indirmek için, ürün kalitesini artırmak, enerji sarfiyatını enaza indirmek ve her türlü tassaruf sağlanması, yağ maliyeti ve atık maliyetinin de azalmasına katkı sağlaması önemlidir. Saydığımız bu nedenlerden dolayı yüzey pürüzlülüğünü iyileştirmek için taşlama kesme sıvısının kullanılması doğru bir uygulamadır. AR-GE çalışmaları neticesinde laboratuvar deneylerinde ve demir-çelik endüstrisinde taşlama işleminde yapılan saha testlerinde alınan olumlu sonuçlar, uygun taşlama sıvılarının kullanılmasının doğru bir uygulama olduğunu göstermiştir.
Kaynaklar (References)
[1]. Gondi, P., Mattogno, G., Sili, A. ve Foderaro, G.,(1993). “Structural Characteristics at Surface and Barkhausen Noise in Aisi 4340 Steel After Grinding”, Nondestructive Testing and Evaluation, 10, 255-267.
[2]. Shaw, M.C., (1994). “A Production Engineering Approach to Grinding Temperatures”, Journal of Materials Processing Technology, 44, 59- 69.
[3]. Yalçınkaya, S., (2015). “Temel İmalat İşlemleri-3”, Laboratuar Ders Uygulama Notları, Marmara Üniversitesi, Teknoloji Fakültesi, Makina Mühendisliği Bölümü, İstanbul,Türkiye.
[4]. Koshy, P., Ives, L.K., Jahanmir, S., (1999) “Simulation of diamond-ground surfaces” International Journal of Machine Tools & Manufacture 39 -1451–1470.
[5]. Şahin, Y.,(2000). “Talaş Kaldırma Prensipleri-1” Cilt 1, Genişletilmiş ve gözden geçirilmiş ikinci baskı, Gazi Kitapevi, Ankara, Türkiye.
[6]. Şahin,Yusuf., Yalcinkaya,Senai.,(2016).ICAMR Conference, January 22-24, “Application of Taguchi Technique to Surface-Grinding of Mold Steel”, Torino-İtaly.
[7]. KARBOSAN Manufecturer of Grinding Wheels, Taşlama Taşları, Halkalı Üretim Tesisi, Söğütlü Çeşme, and Halkalı Yolu No: 256 Sefa köy Küçükçekmece - İstanbul / TURKEY, 2015
[8]. Belgin Madeni Yağları, Gebze Organize Sanayi Bölgesi, İhsan Dede Cad. No: 125 41480 Kocaeli, 2015.
[9]. Metals Handbook, Vol. 3, Properties and Selection: Stainless Steels, Tool Materials and Special-Purpose Metals, Ninth Edition, ASM Handbook Committee, American Society for Metals, Materials Park, OH, 1980.
[10] Zhang Julie Z., Chen Joseph C., Kirby E. Daniel.,(2007). “Surface Roughness Optimization Đn an End-Milling Operation Using The Taguchi Design Method”, Journal of Materials Processing Technology 184, 223-239.
[12]. http://belginoil.com/icerik/anasayfa.asp
[13] Yalçınkaya, S., (2016). “Taşlama Teknolojisi”,Ders Uygulama Kitabı, Marmara Üniversitesi, Teknoloji Fakültesi, Makina Mühendisliği Bölümü, İstanbul,Türkiye.